I would use an e-stop that is really an e-stop. Something where you can mash it indiscriminately in an emergency. I do see that lots of the e-stop buttons are rated 10A which is inconvenient for you.
That looks like a great choice; clearly meant to make it easy to press stop and only press go intentionally. It’s meant to fit into standard deep outlet boxes but if I understand right doesn’t need to be put in a box at all if you don’t want to? That would be convenient!
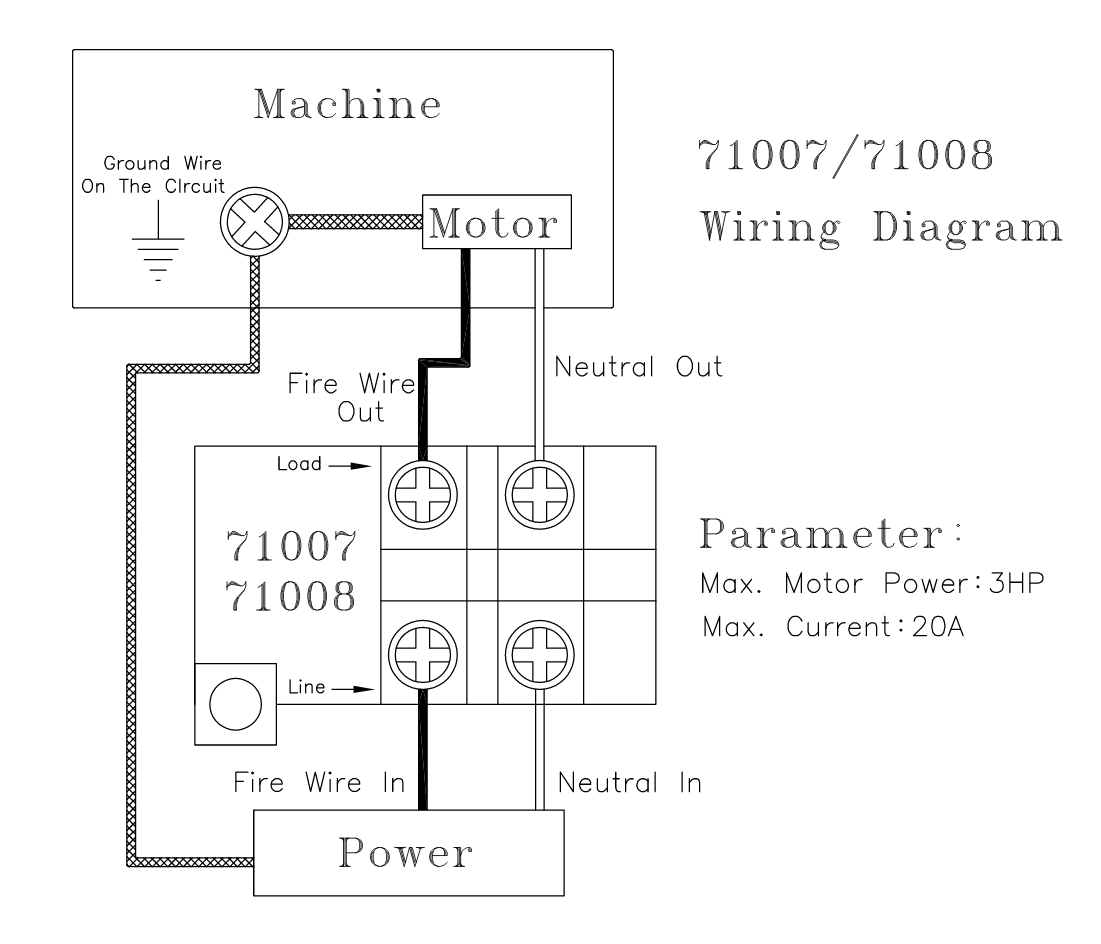
I don’t see specifications saying that it’s dual-pole, but at least the wiring diagram looks like it should be since they run both hot and neutral (which in your case would be L1 and L2, both hot) through switch terminals, and if it were only single pole they would be just on hot and not connecting neutral to the switch.
2 Likes
Almost ready to try this out this weekend. This feels like it’s made with quality parts. It has some weight to it. I was able to get it mounted on my surface mount box with some extra spacers between the switch and outlet box:

3 Likes
It spins!!
I didn’t account for all the cable chain when I purchased 10’ of 4 wire 16 awg and it didn’t quite make it through both cable chains and back to the FVD inverter. $17.00 down the drain. Oops. ACE hardware didn’t really have what I needed but at least I can test it.
Any idea what they are trying to say here:
Spindle in the preservation and transportation, high-speed grease inside the bearing state will change, customers should be running at low speed for 30 minutes. 3000 rpm and then follow the poor increase, run 20 minutes each.
Wow, those break-in instructions are something special. “follow the poor increase” indeed. Here’s some other instructions that look like they might be useful.
I’m seeing a lot of references saying that after transport, you should always do a grease distribution process like this. I didn’t know that while spinning up my spindle. But they say that a bearing “crashing” into a glob of grease at high speed can cause bearing/race damage. Some say to run it alternatively forward and backward at each speed.
I think I have something to do before I do any more cuts with my new spindle! 
2 Likes
Should I get something like this to monitor the temp of the spindle?
This seems like it would be useful. I’m sure I could probably do it other ways but according to the link I need to monitor the temperature during the break in. This might make me feel better anyway with wondering if the water is flowing.
Aside from the break in period. Perhaps consider a water flow interlock?
1 Like
I found a water flow interlock. Ordered it and the water temperature spindle gauge.
1 Like
I’ll be pretty honest, the load you’re going to be able to put on that spindle with the rigidity of the machines we have is probably going to be low enough that I would never worry about temperature. I’ve run jobs for an hour straight cutting aluminum and the water hasn’t even felt warm.
More safety checks is always better, but really the important thing would be flow not temperature if you are worried about damage.
3 Likes
Ya, maybe just a cool tool to monitor the spindle I guess.
Has anyone used Mach4?
What settings do I need setup for limit switches. I’m using the no, nc, and common end stops. Looking at the diagram below they have D9, D10, and D12 for X,Y, and Z.
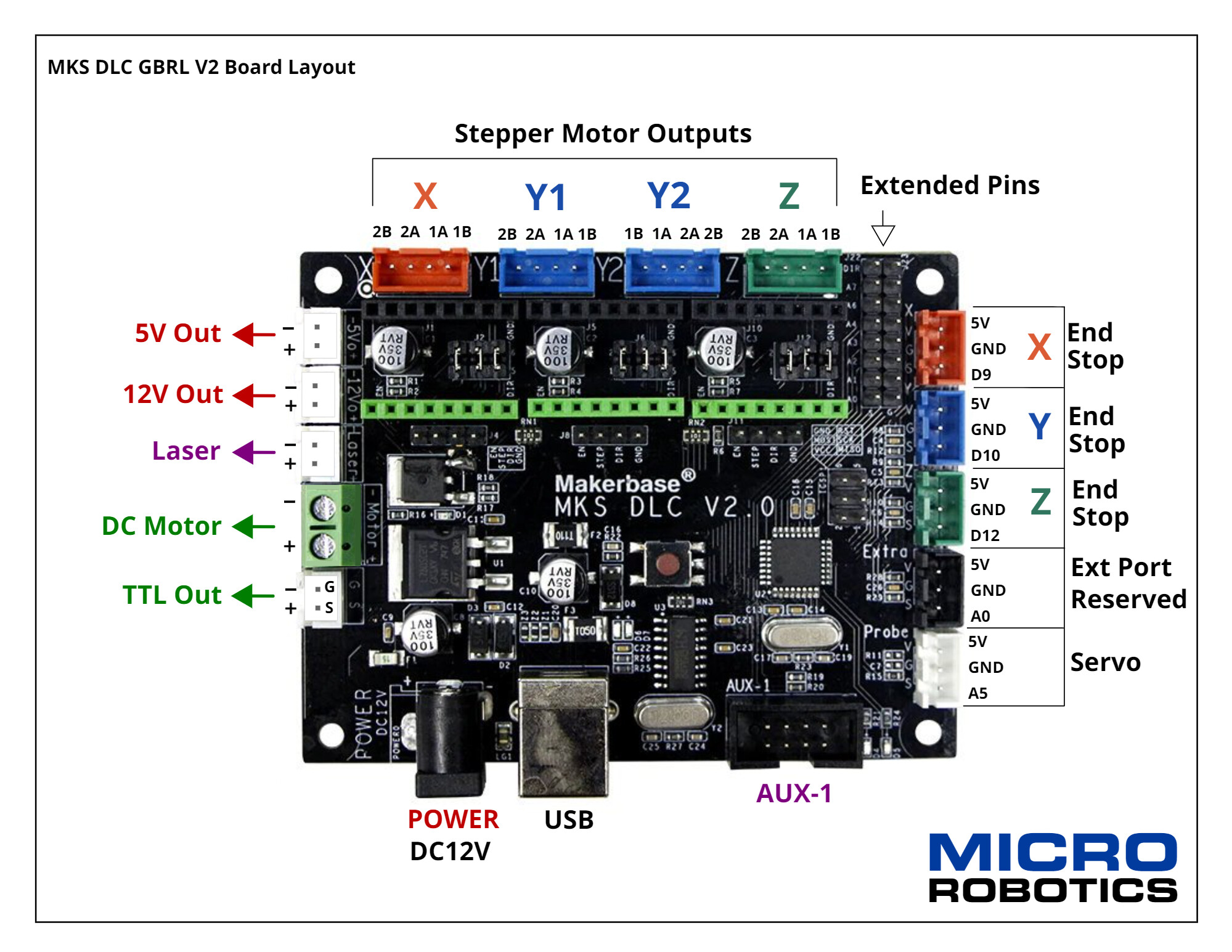
I don’t believe I’m hooking up anything to the 5V pin. What needs to be done in Openbuilds and/or GRBL to enable these end stops?
Ignore the 5V line, yes. You can choose a NO or a NC configuration, you just need to use the same configuration for all the end stops. Connect to common and to either NO or NC. I’ve seen people argue both ways. Regardless, the $5 parameters tells grbl whether you chose NO or NC. If it doesn’t work, invert it…
1 Like
It’s a good idea to run twisted pair wiring for endstops and keep the wiring away from and not in the same wire bundle as the spindle.
2 Likes
So support back from the spindle manufacturer is slow…
What should I do to break in the spindle? Run in forward at 500 rpms for 10 minutes and then backwards for 10 minutes? Repeat this process until I get to 24,000 rpms at 500 rpm increments? Zzz
I have zero special knowledge. Personally, based on their poorly-written spec I’d start at 3000 RPM and go in increments of 3000 RPM, 20 minutes each backwards and forwards. But that’s just reading tea leaves. I’m guessing there is a wide range of acceptable procedure here.
2 Likes
Well I did my own version of breaking it in. Thanks Michael. I ran it for 20 minutes per 3,000 RPM forward and reverse up to 24,000 RPM. This spindle is much quieter than my Dewalt I had. Making less noise was my goal with going with the water cooled spindle.
Here is a small video of the spindle spinning at 24,000 RPM: Click me
At some point I should probably secure the spindle in the clamp 
2 Likes
OpenBuilds Control: I seem to get this error often:
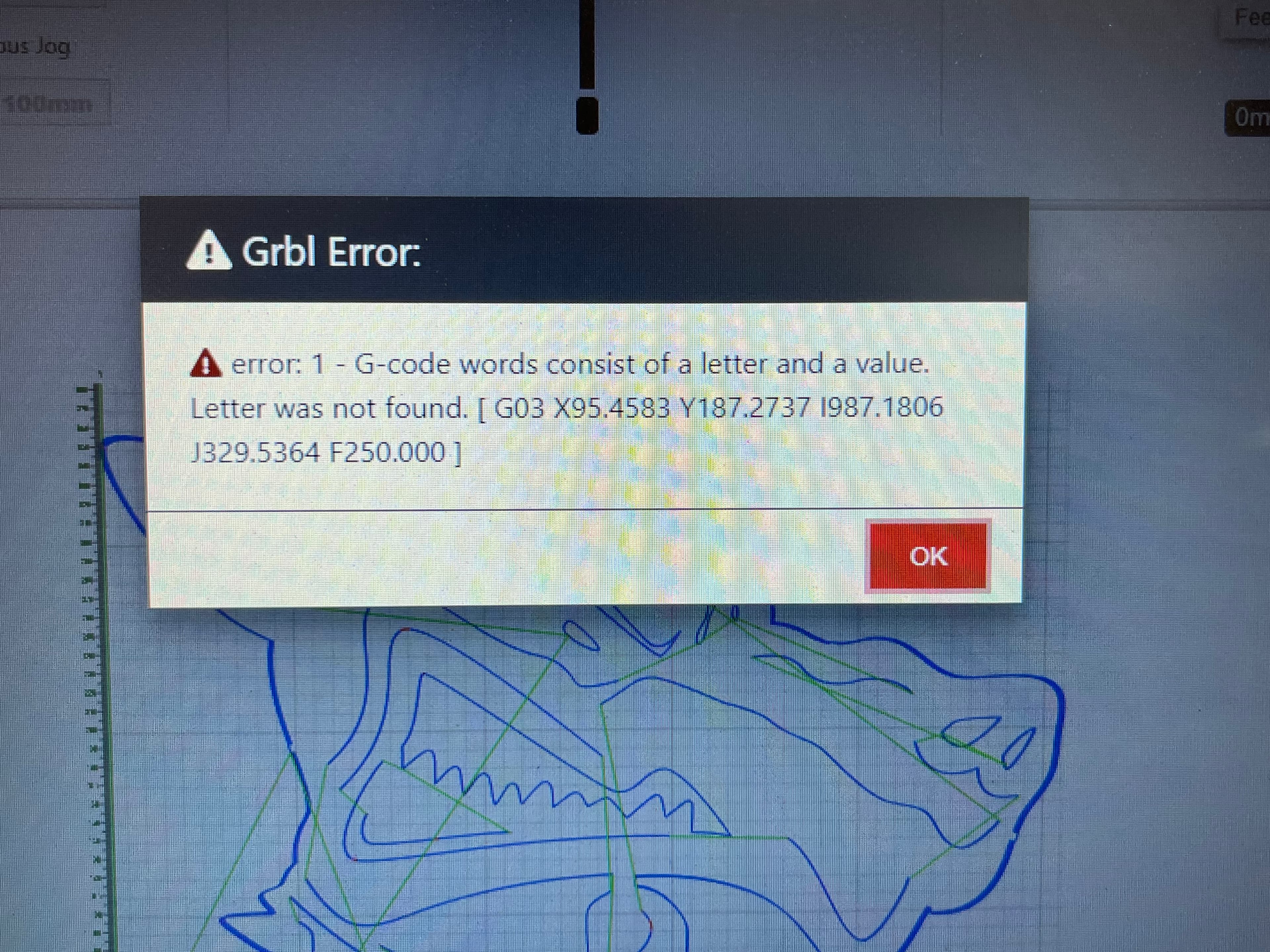
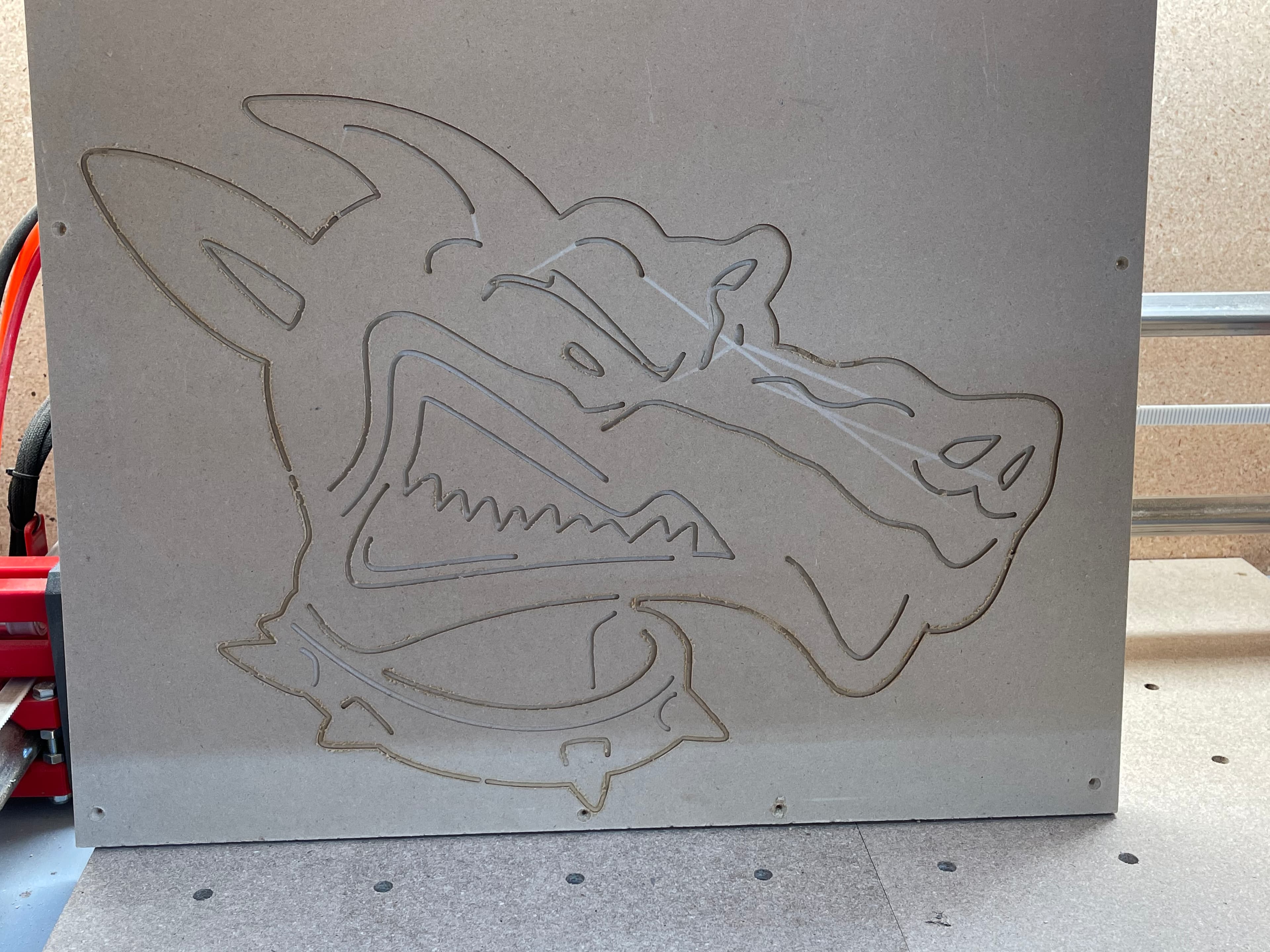
At least it wasn’t a total failure. It just didn’t cut the part out:
1 Like
I occasionally had errors with Candle that didn’t happen when I used UGS, and what you display rings a bell. Never tried OpenBuilds Control.
Are you creating this in the open build software, or doing it in another software and post processing it for Grbl?