I have a few problems with print quality which I am not sure how to solve. The printer is a Createbot Prusa i3 clone with ramps 1.3 / Marlin. The filament is no name brand ABS which measures 1.7mm. 0.2 layer height and using Slic3r. The printer is inside a fridge as a build chamber.
I watched both of Thomas Sanladerers video on print quality which were great. So I printed a couple of 3Dbenchies. The settings I changed between the two did not seem to have much effect.
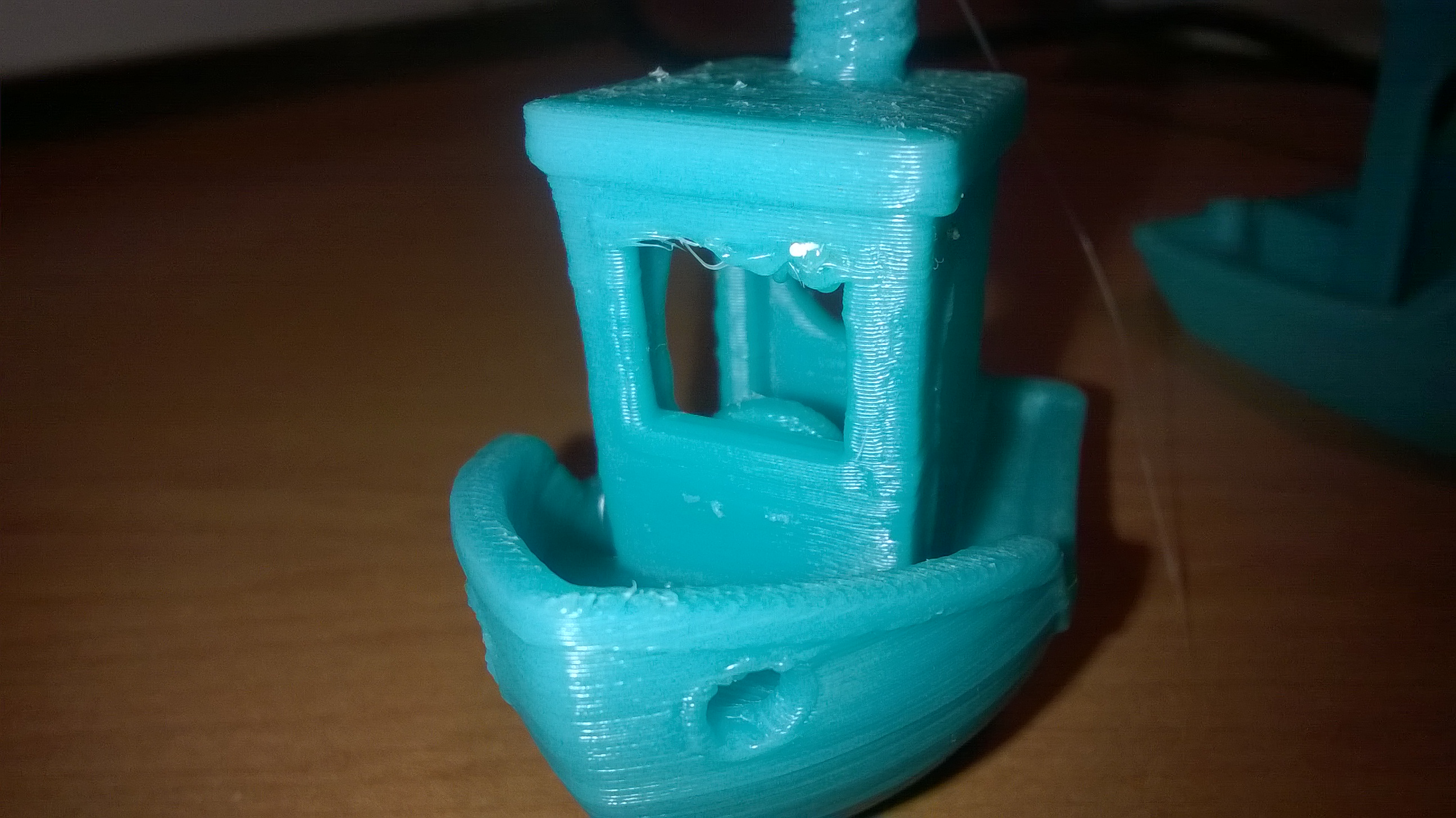
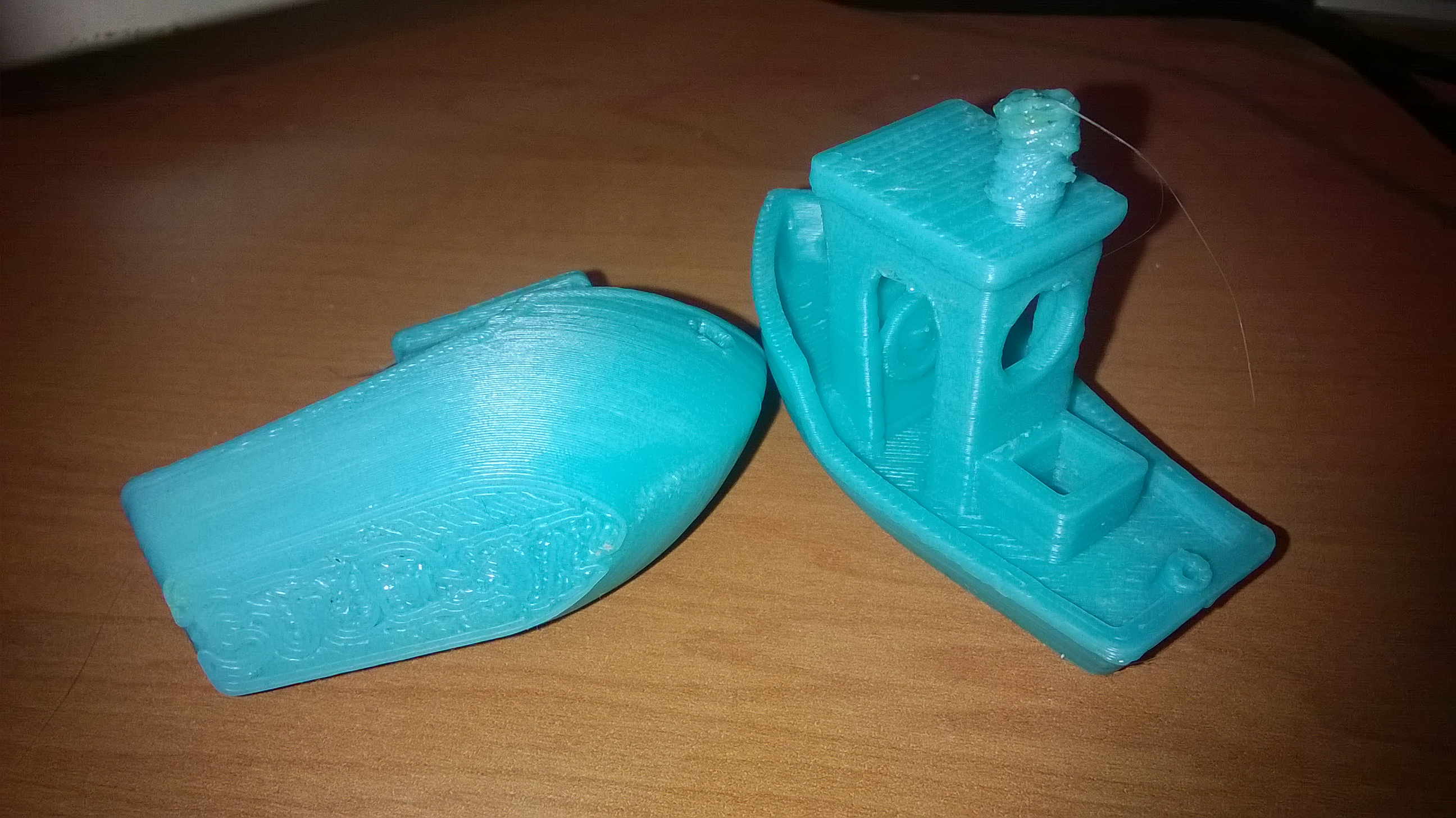
I know I have a bridging problem shown in doors and windows. The overall dimensions are close to correct but the inner dimensions of holes and windows are smaller than they should be by about 0.5 mm. The main problem though is the chimney which looks melted. The first one was printed at 230/100 degrees C. The second one was 5 degrees cooler on both hot end and bed.
Anyone have any suggestions on what may be causing these issues? thanks.
Does Slic3r have a minimum layer time option? If so set this to say 5 seconds to give the layer time to cool a little before it starts the next one. If you have an option to lift the Z during this wait period then turn that on as well.
Fans and ABS doesn’t go well together. I would try to follow @Jeff_Parish ’s advice, but also look at pushing out a bit less filament. In the past I’ve printed multiple items concurrently to help parts cool down but on the benchy, overextrusion has given me similar results to what you are getting. Might explain the stringing as well that you are describing?
The only thing that I can see in Slic3r like what Jeff Parish suggests is the Filament Settings -> Cooling (Expert Mode) which will turn the fan on when the cooling thresholds are reached. One of which is “Enable fan if layer print time is below” = “60 secs”.
The createbot doesn’t have a Filament cooling fan. Add one. It would be a fan with a duct that points just below the nozzle. It will greatly improve your prints.
You could try printing two at once to allow a little more cooling time. Also make sure the temp is as low as you can go with success, lower temps mean less problems with cooling. A few degrees make a big difference. Every filament is a big different.
I wouldn’t play with general settings too much as you’ll just get issues elsewhere in the print. The issue is that the chimney is so small that it’s not getting time to cool and solidify before more hot plastic is piled on top, so it’s sagging. As suggested, play with specific settings that add cooling on quick layers or ask the slicer to do a lift and wait between layers.
Don’t get obsessed with Benchy, it’s a deliberate torture test. You look like you are mostly dialled in, so start printing fun/useful stuff.
@Hypo_Dyne , there’s also the option "Slow down if print layer time is below " x “approximate seconds”. In combination with the min print speed, this gives you an effective minimum layer printing time (even without fan).
I agree a David you’ve already proved you are on your way and have some useful tools in your arsenal. Solve the problems as they come. You will learn as you go. Successes lie ahead!

 you’ve already proved you are on your way and have some useful tools in your arsenal. Solve the problems as they come. You will learn as you go. Successes lie ahead!
you’ve already proved you are on your way and have some useful tools in your arsenal. Solve the problems as they come. You will learn as you go. Successes lie ahead!