I believe this is the last quality issue I have in my printer, better than that and I’ll need hardware upgrades.
How to get appropriate pŕinting cooling?!?!
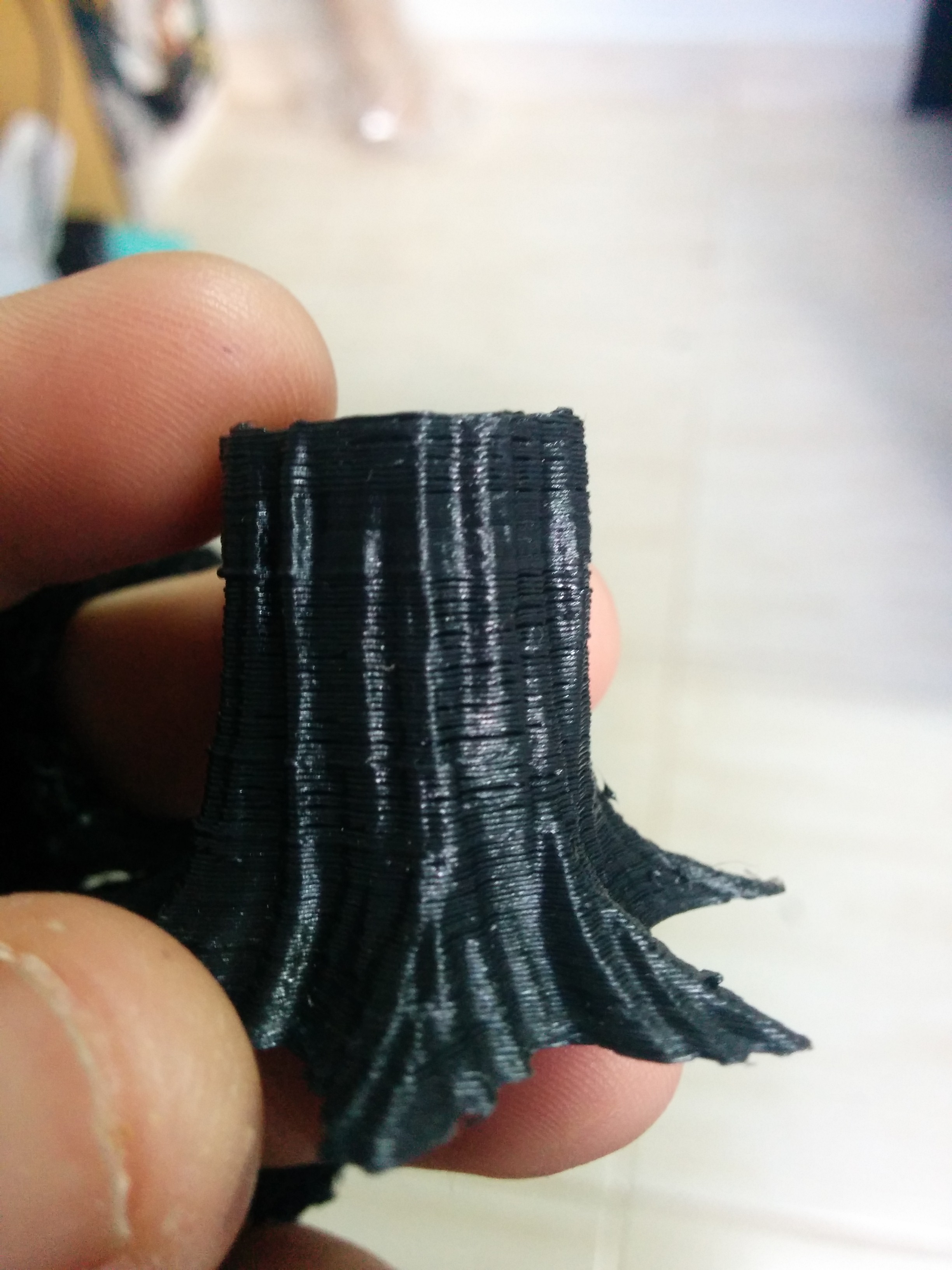
The problem I’m having are some lines on the outside perimeter getting “unbind” crating some straight gaps on the outside surface.
I believe it is due to excess cooling during print.
It could also be the hotend temperature, but my tests shown a decaying quality level as the hotend temperature rise.
I’m currently printing with PLA, heatbed at 60°, hotend at 210° and I have two 40mm fans each side of the hotend.
The fans are not the same brand and spec, I know this is not ideal, but it is not the cause of the problem itself.
They were connected in parallel, but the minimum settings for they to turn on and KEEP spinning were already too high. Now they are in series, which made it a little better (more torque less tension) but still not low enough.
Any smart suggestions?
I thought about opening some blowholes on the sides of the duct vent to lower the pressure at the end.
I would really like to use one of those omnidirectional toroidal one fan solutions, but they are fixed to the hotend and I need an option with height adjustment.
It looks like under extrusion, but it’s not.
At list I don’t think so, solid layers are super nice and this is an example of worst case.
It gets really bad on walls of less than 3mm, like when printing a box for example.
I can’t say if it’s with all brands of fil because I could just isolate the issue after fixing many others.
I had some PLA Fil from 3DDPLUS(Rainbow) That did that.
If it is the same i ended up running it at 260 at the nozzle 30 on the bed and 50% at the fan.Made it glossy but at least it was strong and usable.
Something is serriously wrong in your settings/setup if extruding a lower volume of filament by printing thinner layers causes more pressure than printing thicker layers. Especially with 3mm filament
I’m betting that you are trying to overdrive your nozzle. Many many 3d printers (me too on occasion) fall into the trap of trying to extrude a higher volume of plastic than their printer can deliver. This is real common when people try printing at thicker layer heights to reduce print times, and don’t reduce the printing speeds enough to compensate for the increased volume of plastic required. Extruders have a maximum rate at which they can heat/melt filament. Thicker filaments like 2.85mm also generally melt slower as it takes more energy to penetrate into the thicker diameter and fully melt the plastic at the center compared to 1.75mm filament.
In your case you mentioned you have a 0.3mm nozzle. Many printers still ship with a default nozzle of 0.4mm. All else being equal, a 0.3mm nozzle will build up more internal pressure than a 0.4mm nozzle and will require slower print speeds to avoid the extruder gear slipping, grinding, or other problems. You also mentioned you might be overcooling the nozzle. That will cause more pressure buildup inside the nozzle. A 0.3mm nozzle is also much more susceptible to clogs, so that could always be a problem too.
Even if your outer perimeters are set to a slower speed, if the extruder slips while printing faster in sections like infill or internal perimeters, it will cause a momentary drop in pressure, that can result in gaps in the “slower” sections as well until the pressure stabilizes. This is especially true if it is “grinding” the filament.
Try printing the same file with the print speed set 25% lower and I bet you will see an improvement.