I have an issue I can’t get rid of.
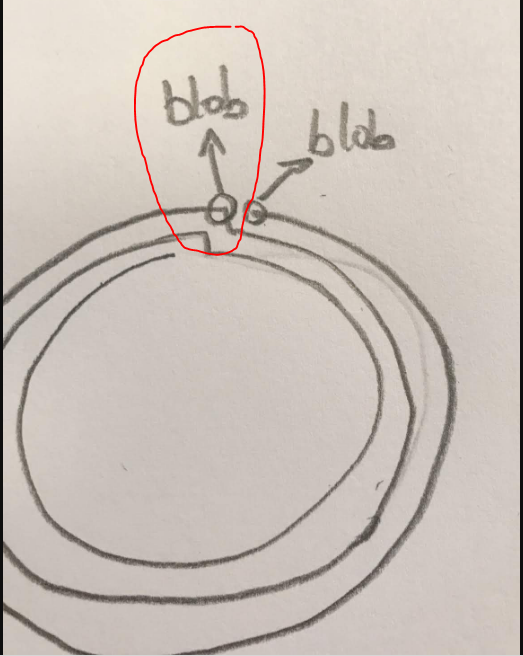
When the printhead travels from the inner perimeters to the outer perimeter, there is a blob / zit generated because the next layer pushes the excess filament over the edge of the object.
As it’s happening when changing perimeters, I can exclude any retraction issue.
Extruder is calibrated, extrusion multiplier and width is tuned.
Though it may not coincide with your issue. In the CNC machining world, when this particular error occurs. It is usually due to a program glitch or mechanical error. Suggestion would be to check your axis rods or printing program. If not the case then perhaps the extruder should be the problem.
I have absolutely same problem. I manage to improve it alot with presure advance. But it is still there just not as visible as yours. I use E3D v6 extruder and Duet Wifi for control board. My slicer is S3D. My printer use ball screw on all axis and thus for I use low jerk settings 300mm/min. And also low acceleration 450mm/s2. Acceleration and jerk in Marlin/reprap i poorly implemented for rigid non elastic assemblies. Can you share more information about your build so I can mach similarities between your and mine settings. What I think maybe the problem with my build is the slow direction change that allows blob to be created.
There was an old trick in slicer that you could change you outside fineness resolution level to 99999, which almost eliminated that, but I have not seen that issue for a long time.
there is also coasting to release pressure towards layer end and a hide seam function which overlap nozzle path which can cause this. Also you could print outer perimeter first which would put those defects inwards
@Paul_Arnold I fixed this issue by turning on coasting and then tweaking extra prime amount to make up for the loss of pressure after coasting. Seems to work pretty well.
Are you running the inner perimeter faster than the outer one? If so, the nozzle will have excess pressure when it makes the transition, and will push out a little too much plastic (especially if you have a bowden extruder). Pressure advance can help, but I prefer to just run things at a constant speed.
Do you have some Z hop during retraction? If so, try setting that to zero – sometimes even a small amount of Z hop slows the retraction process down enough to cause problems.