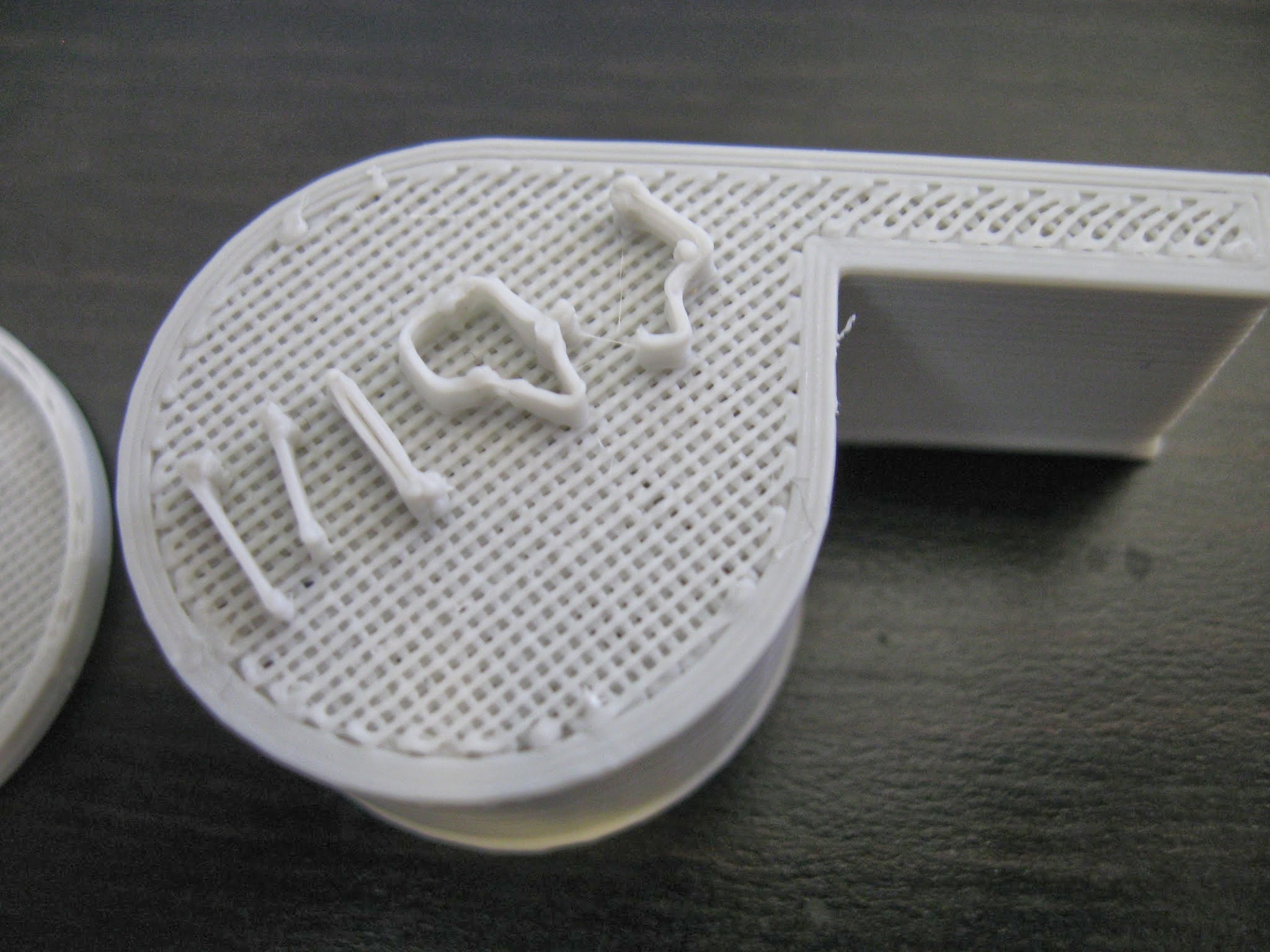
Hi, I’m using Slic3r and RepRap Prusa i3 with J-Head 0.5mm nozzle, but my top layers are not solid. I have set Solid layers = 4 in Horizontall shell section and Top/bottom fill pattern to rectilinear, but my top layers still lookd as you can see on photo (bottom layers are absolutely solid and ok). What should I do or change to have solid top layers? I tried a lot of objects, but still same problem.
Thanks for the video, I have configured steps calculated with Prusa calculator before (860.00 per mm), but after sending command to extrude 100mm of filement, it extrudes only 81mm of filemanet… so I changed steps to 1061.73 per mm (860 * 100 / 81) and now it extrudes 118mm on 100mm extrude command…
The Prusa calculator gives you values for X, Y and Z, but not for E, the extruder - are you sure you used the E steps/mm as a basis for the correction? Sounds like your E steps/mm was set closer to 730 and not 860.
Try 900 steps/mm for E, that should get you really close.
sorry, not Prusa calculator, but Leadscrew calculator tool in Repetier-Host app. Yes, I changed E steps.
Here is my settings before (extrudes 81mm) and after (extrudes 118mm): http://tinypic.com/r/28irv38/8
Its an iterative process. I’m pretty close at 740 per mm, but find I’ll add or subtract 10%, based on conditions/material.
hm, on second attempt to extrude 100mm (without changing ANY settings, I left value 1061.73 for steps/mm) it extruded 102mm
@Mike_Miller that’s what the diameter and extrusion multiplier are there for. Steps/mm should only marginally vary with the material you use.
@Dominik_Palo nice! Go ahead and try it out on a print!
One thing at a time, Thom, one thing at a time. 
@John_Ridley agreed, it does look a little intense to be caused by just a miscalibrated extruder, but volume errors can accumulate over the layers if the extruded plastic is fairly liquid and keeps filling the gaps in the layer below instead of building up the current one.
Let’s see how much of a difference the extruder calibration makes here…
@John_Ridley I had weird things like that happen during calibration when I forgot to issue G92 E0 in between changing the E steps per mm. I think marlin would recompute it’s notion of how far it had traveled along E so far, so it had it’s own notion of how many mm needed to be extruded when told to do 100mm