And the plot thickens… I moved back to my K40 for the first time in a little over a week, and the pattern is now showing up over here. This pattern hasn’t shown up on this machine, ever. I unplugged every appliance, computer, monitor, laptop, Arduino, Pi, 3D printer, anything that was on the same breaker as the K40, and the same thing was happening.
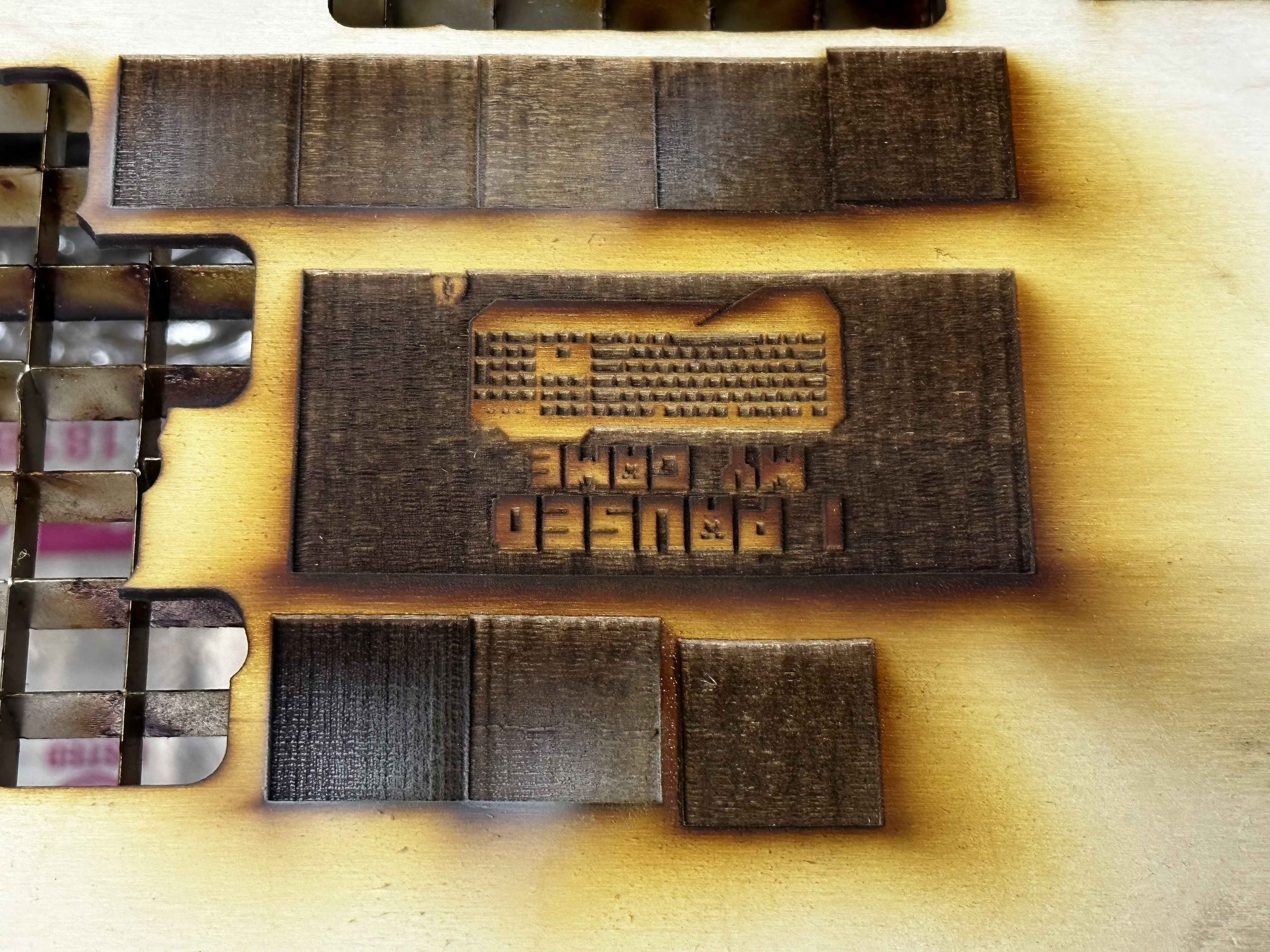
I made a pretty bold claim a while ago over on the lightburn forums, the issue I was having with offset cuts from engravings kind of just “went away”. Now, I am really starting to think Lightburn has some config file issues or something funky going on. Maybe it is my outdated version of Lightburn, I’m not sure, but I don’t really want to pay $30 to find out.
I’ve loaded Laser Web to see if I am having the same issues with its gcode. Some strange issues are occurring. The origin in Laser Web does not match with my origin on the K40, and the work offsets that I had setup for lightburn don’t really seem to apply to Laser Web. I have gone over the Initial configuration and machine settings on the Laser Web site a few times and nothing is really jumping out at me.
The error Laser Web is throwing is this:
ALARM: 2 - G-code motion target exceeds machine travel. Machine position safely retained. Alarm may be unlocked.
I understand that this means the gcode is telling the K40 to move into a space that will crash the gantry, but when I try to do the same thing in lightburn, of course everything works nicely. Inspecting the gcode, Laser Webs gcode is working in the negative space while lightburn is not. No matter the settings in Laser Web I cannot get this error to go away. I have attached the gcode from lightburn and the gcode from LAser Web.
I have included my Laser Web configuration for my K40, maybe something can be discerned from it…
{
"__version": "4.0.999",
"__selectedProfile": "K40",
"__latestRelease": "2019-11-26T10:45:07Z",
"showMachine": true,
"machineWidth": 321,
"machineHeight": 192,
"machineBeamDiameter": 0.1,
"machineBottomLeftX": 0,
"machineBottomLeftY": -192,
"machineFeedRange": {
"XY": {"min": 100, "max": 6000},
"Z": {"min": 1, "max": 1250},
"A": {"min": 1, "max": 50000},
"S": {"min": 1, "max": 1050}
},
"machineXYProbeOffset": 0,
"machineZEnabled": true,
"machineZMatThickness": 0,
"machineZToolOffset": 0,
"machineZStartHeight": "",
"machineZProbeOffset": 0,
"machineAEnabled": false,
"machineBlowerEnabled": true,
"machineBlowerGcodeOn": "M08",
"machineBlowerGcodeOff": "M09",
"pxPerInch": 72,
"forcePxPerInch": false,
"dpiBitmap": 72,
"toolGridWidth": 321,
"toolGridHeight": 192,
"toolGridMinorSpacing": 10,
"toolGridMajorSpacing": 50,
"toolSafetyLockDisabled": false,
"toolCncMode": false,
"toolImagePosition": "TL",
"toolUseNumpad": false,
"toolDisplayCache": false,
"toolUseGamepad": false,
"toolCreateEmptyOps": false,
"toolVideoDevice": null,
"toolVideoPerspective": {
"enabled": false,
"before": [
170.66666666666666,
384,
682.6666666666666,
384,
682.6666666666666,
96,
170.66666666666666,
96
],
"after": [
170.66666666666666,
384,
682.6666666666666,
384,
682.6666666666666,
96,
170.66666666666666,
96
]
},
"toolVideoLens": {"a": 1, "b": 1, "F": 1, "scale": 1},
"toolVideoFov": {"x": 1, "y": 1},
"toolVideoResolution": null,
"toolVideoOMR": false,
"toolVideoOMROffsetX": 0,
"toolVideoOMROffsetY": 0,
"toolVideoOMRMarkerSize": 20,
"toolWebcamUrl": "",
"toolFeedUnits": "mm/s",
"toolTestSValue": 1,
"toolTestDuration": 0,
"gcodeStart": "G00 G17 G40 G21 G54\nG91\nM4",
"gcodeEnd": "G0 X0Y0\nM2",
"gcodeHoming": "$H",
"gcodeGenerator": "default",
"gcodeToolOn": "",
"gcodeToolOff": "",
"gcodeLaserIntensity": "S",
"gcodeLaserIntensitySeparateLine": false,
"gcodeSMinValue": 0,
"gcodeSMaxValue": 1050,
"gcodeCheckSizePower": 1,
"gcodeToolTestPower": 10,
"gcodeToolTestDuration": 200,
"gcodeConcurrency": 2,
"gcodeCurvePrecision": 0.1,
"comServerVersion": "4.0.138",
"comServerIP": "localhost:8000",
"comServerConnect": false,
"comInterfaces": ["USB", "ESP8266", "Telnet"],
"comPorts": [
{
"comName": "COM4",
"manufacturer": "Arduino Srl (www.arduino.org)",
"serialNumber": "55431303937351908102",
"pnpId": "USB\\VID_2A03&PID_0043\\55431303937351908102",
"locationId": "Port_#0002.Hub_#0002",
"vendorId": "2A03",
"productId": "0043"
}
],
"comAccumulatedJobTime": 3463,
"connectVia": "USB",
"connectPort": "COM4",
"connectBaud": "115200",
"connectIP": "",
"jogStepsize": 10,
"jogFeedXY": 1000,
"jogFeedZ": 100,
"macros": {
"*GotoXY0": {
"label": "Goto XY zero",
"gcode": "G0 X0Y0",
"keybinding": "f1"
},
"*LaserOff": {"label": "LASER OFF", "gcode": "M5", "keybinding": "f2"}
},
"uiFcDrag": null,
"machineOriginX": 0,
"machineOriginY": 0,
"toolUseVideo": false
}
Lightburn GCODE:
; LightBurn 0.9.14
; GRBL device profile, current position
; Bounds: X0 Y0 to X40 Y20
G00 G17 G40 G21 G54
G91
M4
; Cut @ 6 mm/sec, 35% power
M8
G0X0Y0
G0Z-2
G1Y20S367.5F360
G1X40
G1Y-20
G1X-40
G0Z2
M9
G1S0
M5
; return to starting pos
G0 X0Y0
M2
Laser Web GCDOE:
G21
G90
;
; Operation: 1
; Type: Laser Cut
; Paths: 1
; Passes: 1
; Cut rate: 100 mm/s
;
; Pass 0
M08; Enable Air assist
; Pass 0 Path 0
G0 X41.00 Y-21.00
; Pass Z Height 0mm (Offset: 0mm)
G0 Z0.00
G1 X1.00 Y-21.00 S367.50 F6000
G1 X1.00 Y-41.00
G1 X41.00 Y-41.00
G1 X41.00 Y-21.00
G1 X41.00 Y-21.00
M09; Disable Air assist
M2
G0Z50
G0X0Y300
M911G4P500M912G4P100M911G4P100M912G4P50M911G4P100M912