Any ideas why the infill doesn’t go all the way to the perimeter? What settings need to be tweaked to fix something like this?
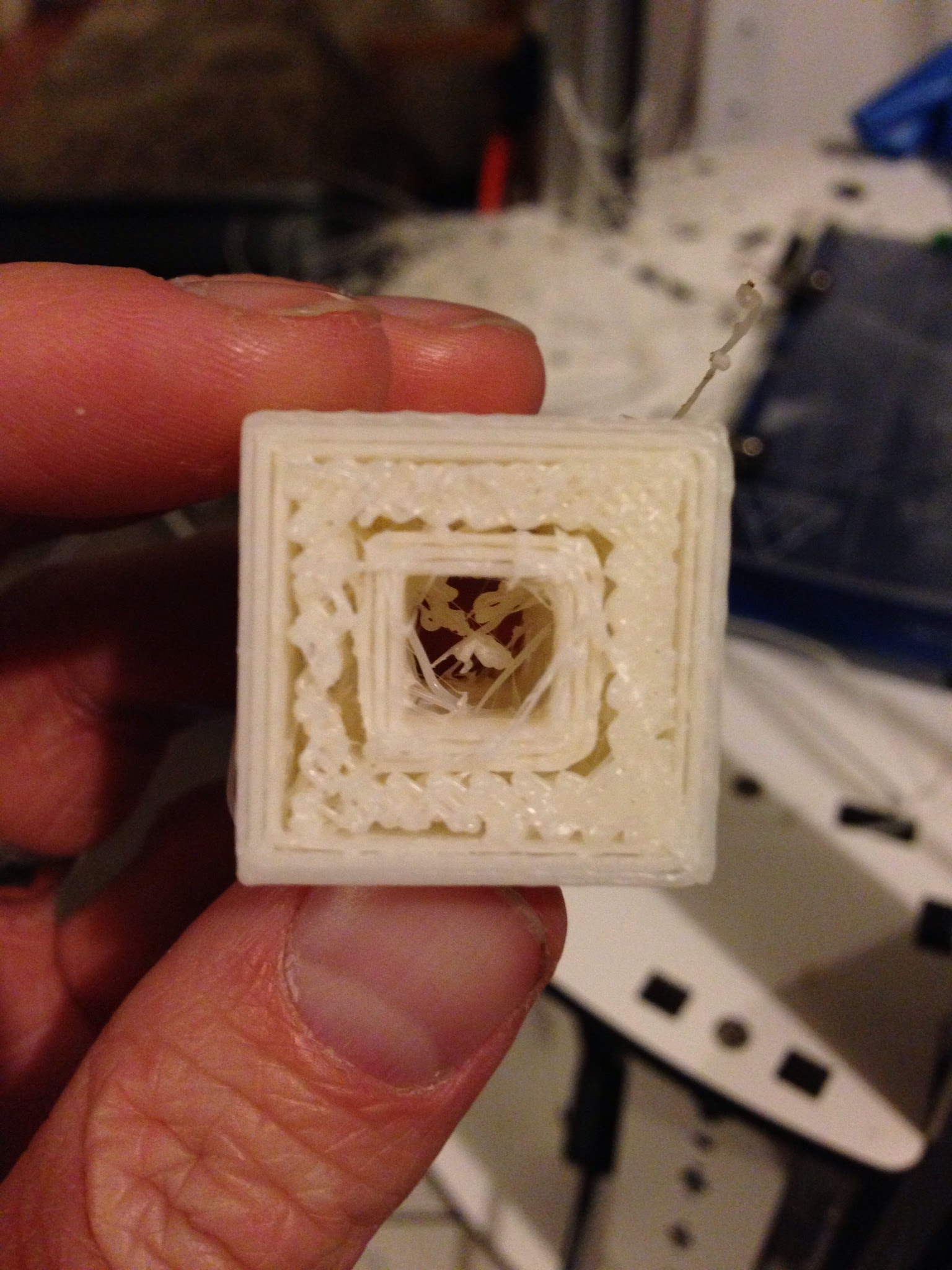
It depends on what slicer you’re using, but it looks like you’ve got a mechanical problem (backlash), and no slicer settings will adequately compensate for that. It also looks like your flow rate is a bit low, and/or you have issues with your extruder mechanism.
could be backlash, or a slipping belt/gear/pully
due to the inconsistency I’d bet slippage.
get a permanent marker with a fine tip and put a dot on your motor shafts and your pulleys, see if they stay lined up.
I’m using slic3r. To correct the flow rate it looks like I need to adjust the filament diameter and / or the extrusion multiplier. Let me know if that isn’t correct.
If that doesn’t help, I’ll check the tension on extruder rollers again.
I’ll take a look at my belts / pulleys as well.
Thanks for the ideas!
To me it seems strange to call that slipping, the walls still look straight (hard to tell from that angle) if it were slipping that much the walls would be off too I would imagine
I do have a bit of place on the universal joints by the print head. I’m not sure what can do there short of ordering a new one and doing a better filing job. My printer is a rostock max.
Oh, it’s a delta? That’s important information. Loose universal joints could definitely cause that kind of problem. Also, bowden extruders are known for being finicky.
really need to start asking that now…
Looking at your other pictures you definitely have issues with flow rate, I am not an expert, but fixing the steps per mm of filament on your extruder may fix some of your issues ( my guess is that the infill is not bonding to the edge or to the layer below so it moves until it does bond, that distance would be fairly random)
It would be another change in your firmware.
+Camerin hahn Thanks for the suggestion. Increasing my flow rate looks it needs to be the first thing to tackle. I’m not quite sure when to favor adjusting the steps per mm over the extrusion multiplier, but at least I know which settings to try tweaking.
Unfortunately, my hot end thermistor has decided to stop reading the proper temperature. I’m still trying to determine what is wrong. The solder joints still look good and it isn’t reading zero so I think I still have a connection to it.
I wonder how a thermistor acts when it has failed and what tends to cause one to fail.
as for the thermistor I do not know. to do the steps per mm, you place a piece of tap on you filament spool (near some stationary object) force your extruder to take X steps (probably 50 or so) measure the distance again. subtract the larger from the smaller then divide by X steps. give me a bit I will dig up a blog on this
not as hard as I thought to find
http://richrap.blogspot.de/2012/01/slic3r-is-nicer-part-2-filament-and.html
http://richrap.blogspot.de/2012/01/slic3r-is-nicer-part-3-how-low-can-you.html
Thanks! That’s a lot simpler than trying to figure out the details of all the gears, etc needed to compute that value mathematically as described on a reprap calibration page I was reading!
My god that would be a headache if you didn’t design the device… even if you did,
It has to be done that way at some point because it’s almost impossible to precisely calculate the effective diameter of the drive gear any other way, particularly when it’s a hand-made one. Even when they are manufactured to be identical, the effective diameter should be calculated that way once and used for all the copies.
I agree that counting the steps and measuring the distance is required. but the gear ratio calculations should be for getting a rough estimate and the initial design. much like you need to measure the diameter of the filament, little things make a big difference(I gather).
Yeah, multiply the estimated effective circumference by the gear ratio, set the e_steps, measure the actual distance moved when I tell it to move 100mm, then measure the error and recalculate e_steps.