I would suggest that you have stiffness issues in your frame, slop in your drive belts and or vibration.
Try diagonal bracing, even if you cross brace with Dyneema or trimmer line. Any other damping will also tell you immediately that you have stiffness issues.
Check that there is no play in any of the bearings and drive belts
Your belts should be tight, play will result in backlash. Print a wall coming to it alternatey from the two sides, If it is not smooth, you have backlash.
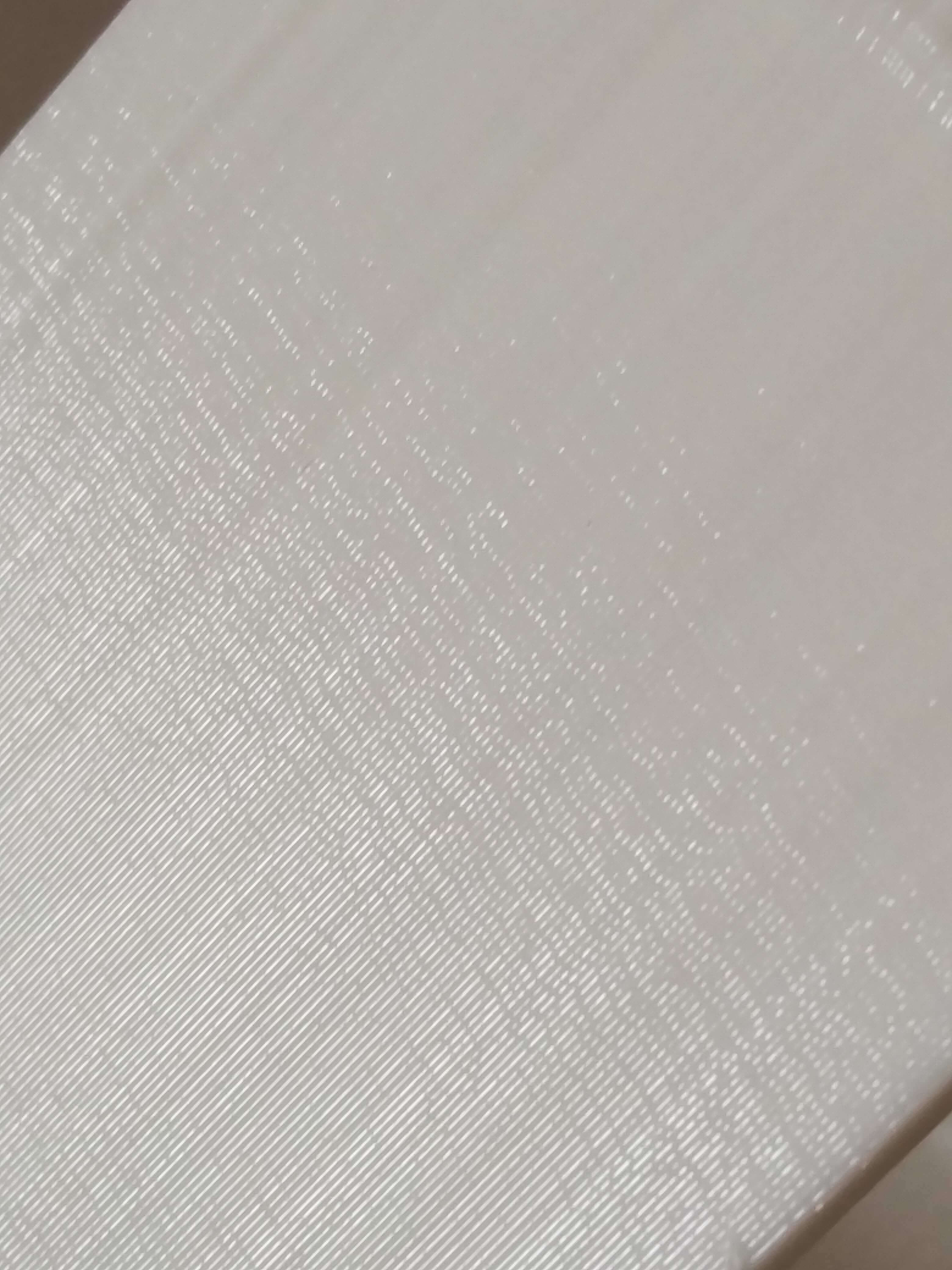
The third photo looks like vibration occurring each time the (vertical?) axis changes. See what your code does at the junction this may give you a hint.
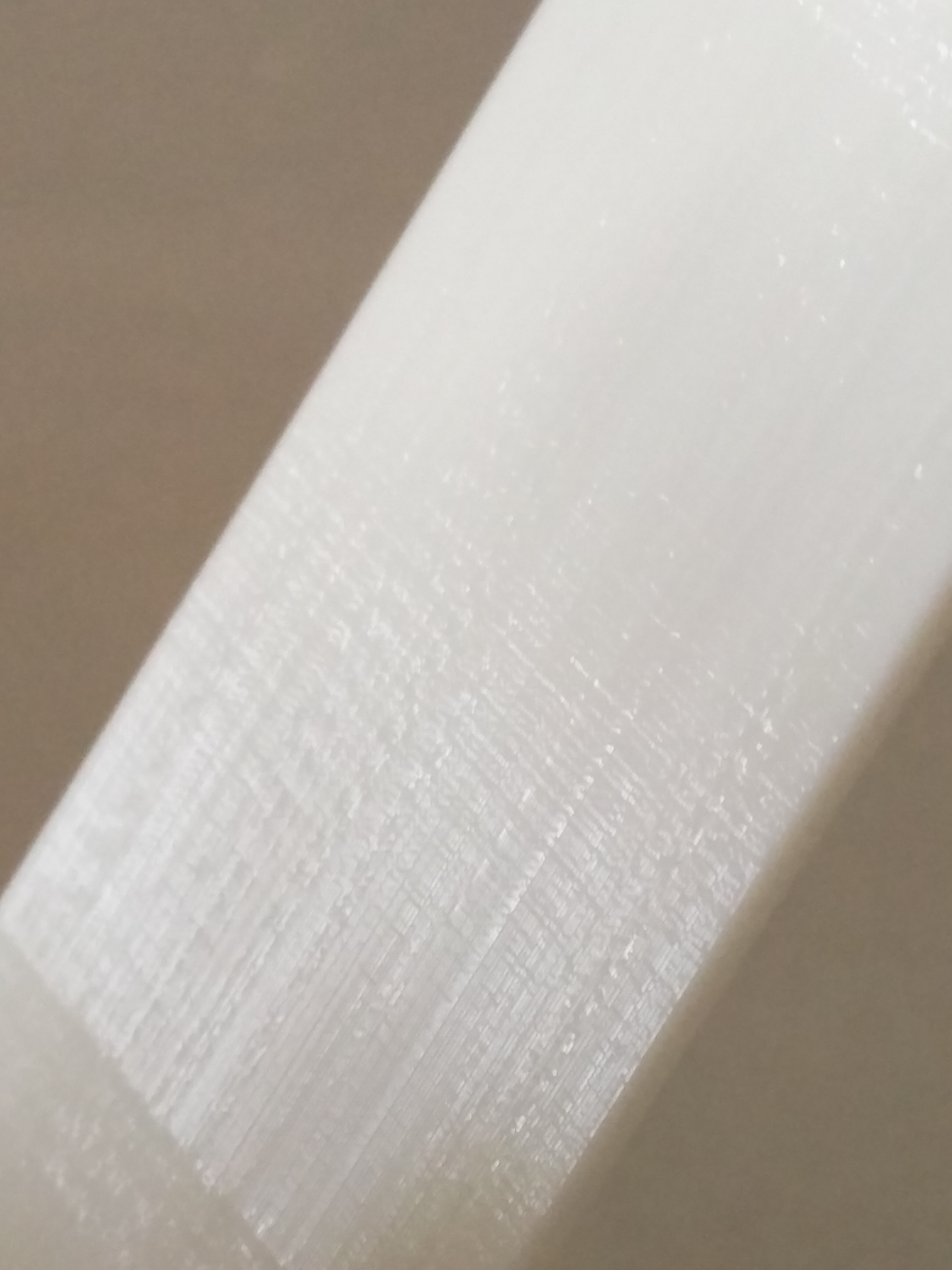
The first photo looks like you are not using enough chords when doing circles. IF you used Openscad, try the $fn at a higher value when generating the stl file.
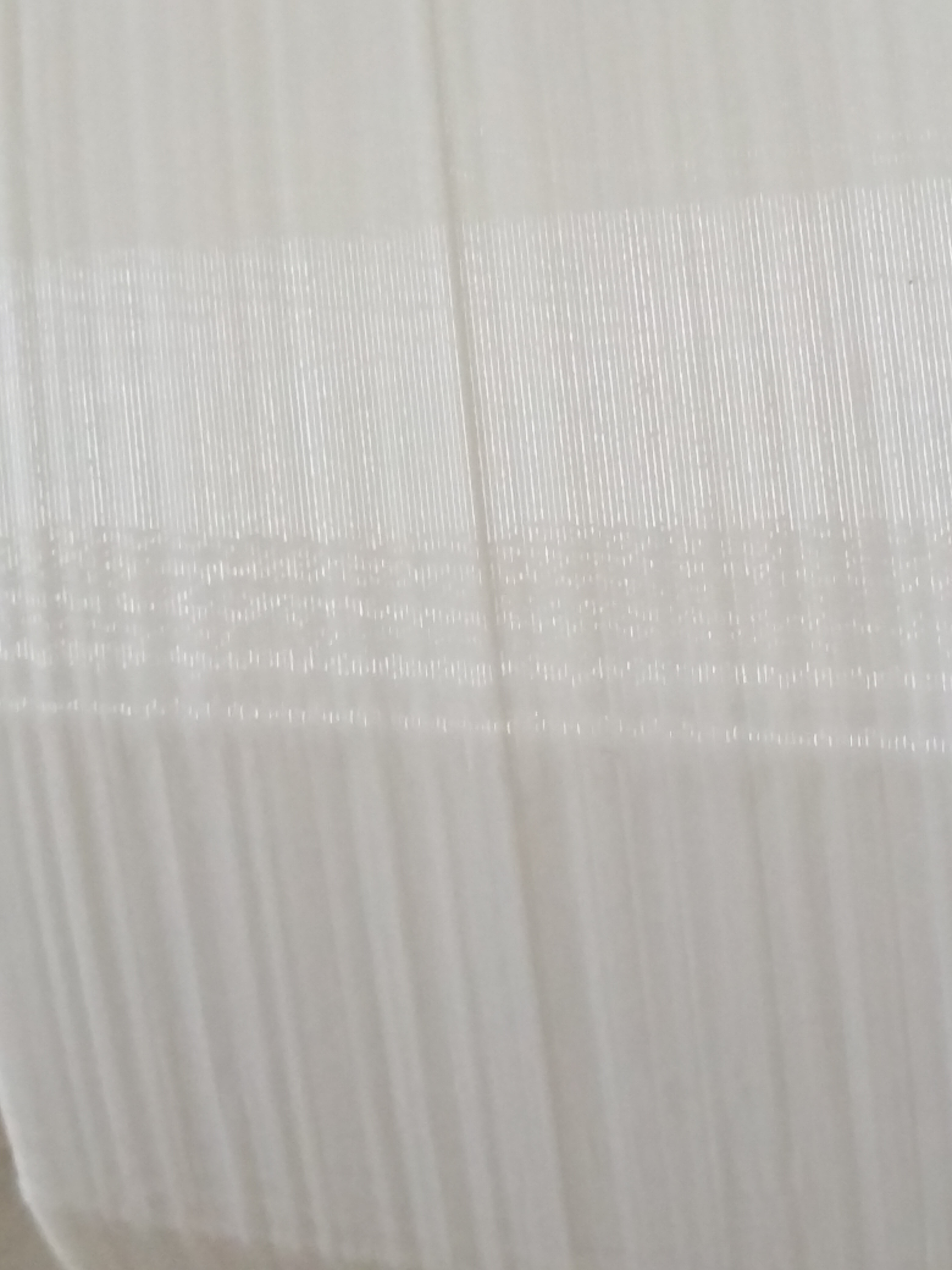
4th photo - you have an uneven feed in Z, something is sticking
The long drive shafts on the axes may be flexing when under tension from the drive belts at both ends. This will cause vibration. You may need to support the pulleys more rigidly. Yes, you will be over constrained unless you deal with misalignment of multiple bearings. It may pay to use dual bearings on the pulleys and thinner drive shafts that can fles over their length and take up misalignment. Also try self aligning bearings.
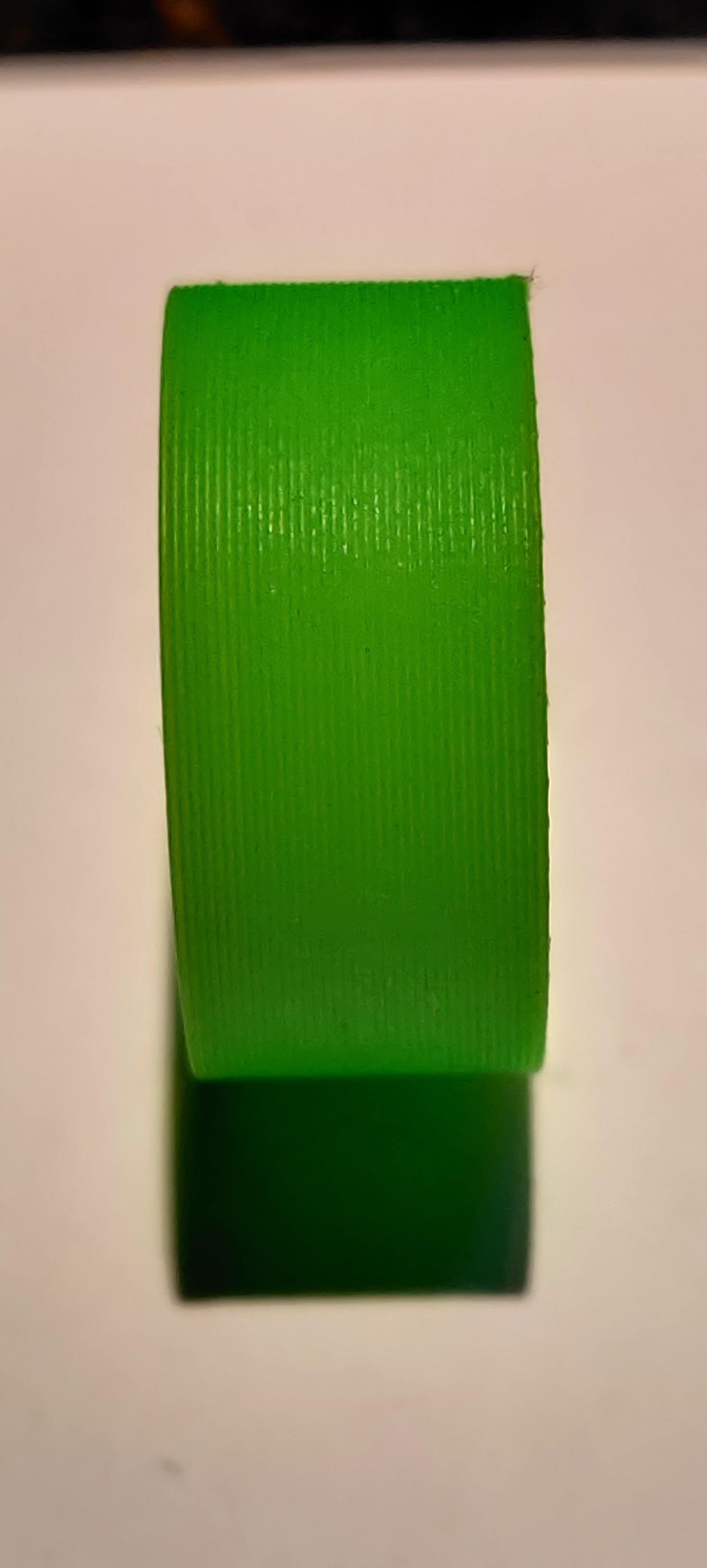
Photo 6 could be vibration. Try reducing current on your steppers. If they are set too high, they will be noisy and will step with a motion that over accelerates, then stops on each step. This induces vibration.
If you are using allthread instead of lead screws on Z, try using couplers instead of nuts to drive Z. Couplers, being longer will even out the poor quality thread on what is essentially a construction material and not a precision item.
They is a very helpful answer.
I’m using 2 start 8mm ACME Lead Screws.
The drivers are TMC2130 running on Marlin 2.x latest bugfix any given print.
Looks like I need to remove the Flexible couplings that I installed on my Z axis, and refit the rigid couplings I had. I’ll also replace all belts ( I have Gates GT2 Belts waiting to be fitted)
Do you have a link for self aligning bearings I could look at?
I have seen a very similar issue with one of my printers. Firstly the frame is no where near rigid enough; at the very least strengthen all corners with plates like these https://openbuildspartstore.com/90-degree-joining-plate/ secondly the unconstrained nature of the z-axis screw will cause z-axis wobble and that is very likely to be a significant contributor to what you are seeing. For a different type of printer, I solved it by constraining the z-axis screw top and bottom and the quality improved significantly - refer to https://www.thingiverse.com/thing:3272100 for an example of how to do this. You will need to figure out how to do the same for your printer but the principle is the same
Note: keeping the Z-axis screw parallel to the z-axis guide rails (or rods in my case) in terms of the X and Y axis is very important.
keep in mind that flexible couplings eliminate torque spikes from the stepper as the mass of a spindle need to accelerate fast - so without you may loose steps.
Nice video here https://www.youtube.com/watch?v=2cnG6G6_s80 - You wont need all the tapered shaft stuff, nor the special tools etc but you will get a good idea of what they are.
I got some cheap bearings from a local bearing supplier, I think I paid 8 for $1.00. With steppers, nothing runs fast and we aren’t into 0.1uM or less
While your couplers probably aren’t helping matters, photo 3 tells me that your biggest problem almost certainly has nothing to do with your axes. You’re seeing inconsistent compression of the extrusion disproportionately at the beginning of the extrusion path for each layer. This means that your main issues are with your extruder/hot end. What kind are you using?
I suppose that there’s a small chance that Z binding is to blame, but in order for it to appear like this, the problem would have to be evening itself out as the X/Y axes move (possibly due to vibration). This is pretty unlikely, though.
I totally agree: the Z makes one move for a layer in one second and then decent time on extruding the layer. Must be the extruder pipeline: sufficient grip, correct current for the stepper, clean nozzle.
I have about 7 printers with bed suspended on a screw held from the top by a flexible coupling and they all do amazing quality you can see in my albums.
Edit: please check your esteps/mm for the extruder. It looks to me that it is higher than needed. Quick check is to print with reduced filament flow rate to 90% one can do this during the print job via the LCD panel.