I want to know what are the common reasons for nozzle and heating elemnt got block?
Yesterday I was going to start new printing (on my clearity CR6) and I was changing filament and came to know that nozzle is blocked, I replaced the nozzle then came to know heating area where nozzle is installed is also blocked, I opened up whole module, when I tried to clean it up I realized material inside was too hard and it was badly blocked, though I was able to clean it up and run the print but I wanted to know what are the common reasons so that I can avoid such things to happen again. I was using black PLA filament and previously white PLA material was used does color matters for material handling?
That sounds like “heat creep” from insufficient cooling of the heat sink, where filament gets heated soft in the heat sink, then hardens and blocks feeding. Some systems are more subject to it than others. I don’t know about the Creality CR6 specifically.
PLA gets soft at a relatively low temperature. This means that many of the “all metal” hot ends are subject to jams from heat creep. The hot ends that have PTFE tubing all the way up to the nozzle are usually considered best for PLA. However, PTFE breaks down at temperatures used for some other filaments, so it’s tricking to have a single hotend design work well across the range.
You might find that reducing temperature slightly helps. It might not take much change.
If your hot end doesn’t have a “sock” around it, adding one might help, because it will reduce the amount of heat that needs to be pumped into the hot end to keep the nozzle hot, which will reduce the amount of heat that flows into the heat sink, which will reduce the temperature in the heat sink, all other things being equal.
If you have successfully printed a lot and this started to happen suddenly without change, you may have a failing thermistor and the hot end might be getting too hot. Or a fan going bad. Or a bad batch of filament. Or… There are plenty of possibilities!
And yes, the “master batch” (the technical name for the stuff that adds color) can change the material properties of the filament in all sorts of ways. Strength, hardness, key temperatures, inter-layer adhesion. Not a complete surprise that you’d have more of this with one color filament than another.
What I’ve found is if you don’t let the hotend cool down(keeping the one fan ON) to ~150C before turning the machine off then residual heat will creep up the nozzle and hotend into the heat break and cause a jam the next time you try to use it.
It’s a little annoying to have to wait 5 minutes or so once a print is done before turning the machine off but that’s the price we pay.
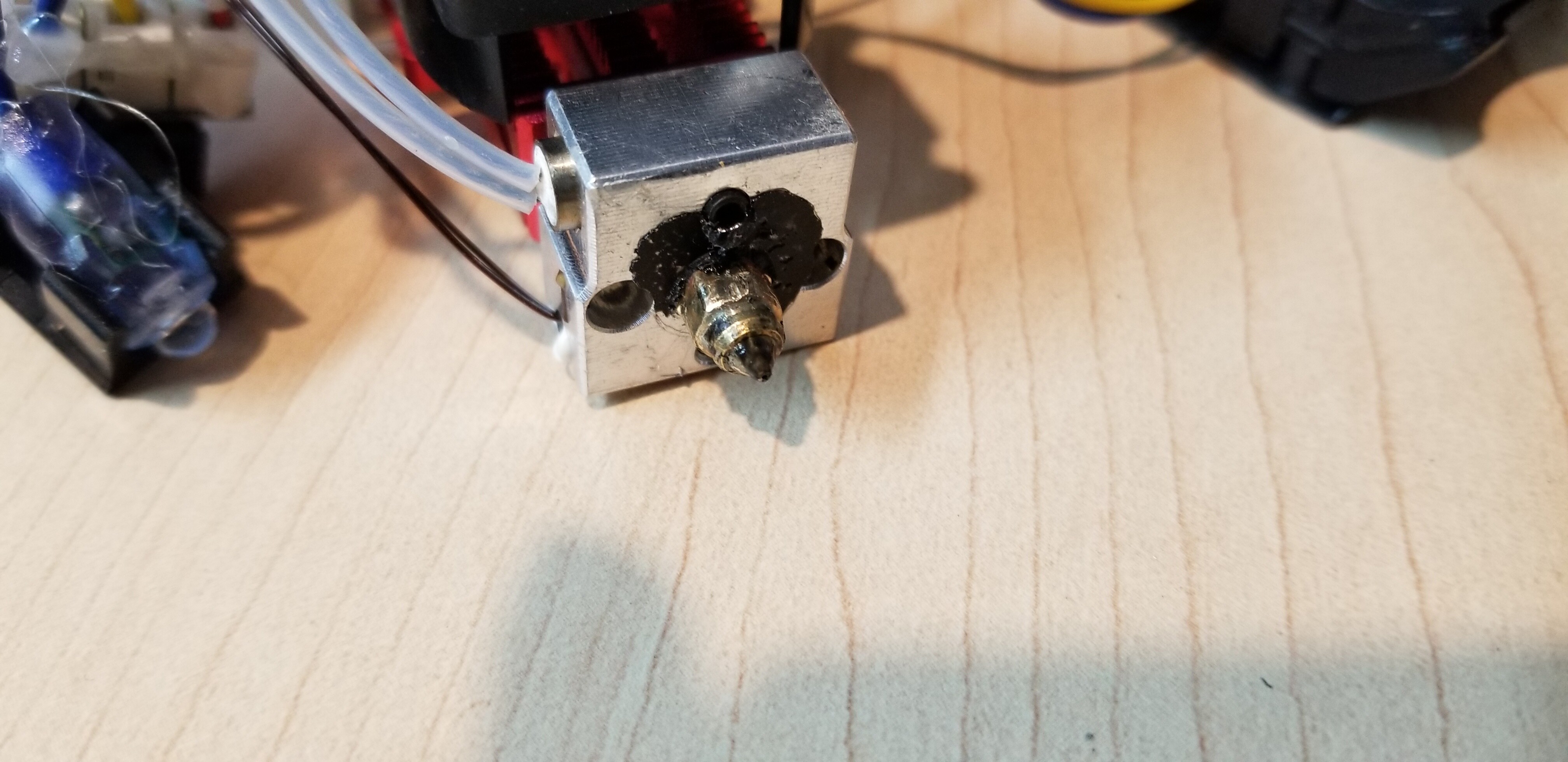
Looks like the nozzle wasn’t sealed against the heatbreak but I doubt that caused the clog. And clogs need to be addressed heated, not cold.
I typically print PLA around 200C so when I get a clog, I will put it into ABS pre-heat mode(~230-250C) and I will manually try to push filament through. If I can then I will set it back to PLA pre-heat mode and run a few cm through the nozzle manually and then start a print.
@dougl is right about the nozzle. Note that it’s not about sealing it against the heat block, it’s about sealing it against the heat break. Do you know about heating it up and then tightening it while it is hot?
If the nozzle is tight to the bottom of the block, then it won’t be sealed against the heat break and will leak like this. This might feel counter-intuitive, but it’s still true.
I see that nozzle has no “sock.” Here’s one at Amazon that might help. Be sure to PID tune the nozzle after adding it if you add it, because it changes the thermal cycles and you’ll get temperature instability if you just put the sock on without PID tuning agia. I don’t know what firmware Creality have put on that printer, but they should be able to tell you how to PID tune on their hardware.
I did not know that it should be tightened while heat block is hot, may be that was the reason. Generally at what temperature it should be tightened up? is there something else we apply to the nozzle to avoid leakage or easy taking off?
I took the picture after un-installing the head that’s why sock is not there. Anyway its great learning here at this forum, as I;m quite new to 3D Printing and I do not do it quite often.
@dougl I also tried it by heating it up to 230/250 but it was badly blocked, I’m afraid its because of bad filament.