Yes, unfortunately the hardest part about building this printer is the fact that there’s so many interconnection points between assemblies. This means the changing one thing unfortunately does change another. Sometimes simple shimming techniques with foil tapes or shim stock can be the difference between smooth motion and binding. Other times a little bit of printed part shaving with some sandpaper makes the difference.
The one ray of light is that once everything’s all set up and tightened down I haven’t had any problem with things going out of alignment over time. I haven’t adjusted my printer in many years and it’s still lined up from when I built it after aligning parts back then.
Totally makes sense and I am not complaining. Part of the experience of building something! I’ll take a more in-depth look at the z-axis and see where shimming or shaving makes sense.
I spent the last week rebuilding the gantry and Z-axis on my printer. I found a few areas where there was some binding and fixed those as best as I could. The Z-axis was tricky to clear up and I don’t think I have it perfect but close enough to see if there are any improvements. I’m please to say that it has!
I think I still have some slight over extrusion going on but I’m feeling better about the axis’s being straight now. Thanks for pointing me in the right direction with troubleshooting it @Eclsnowman !
I’m going to run some more calibrations on it and then try printing PETG.
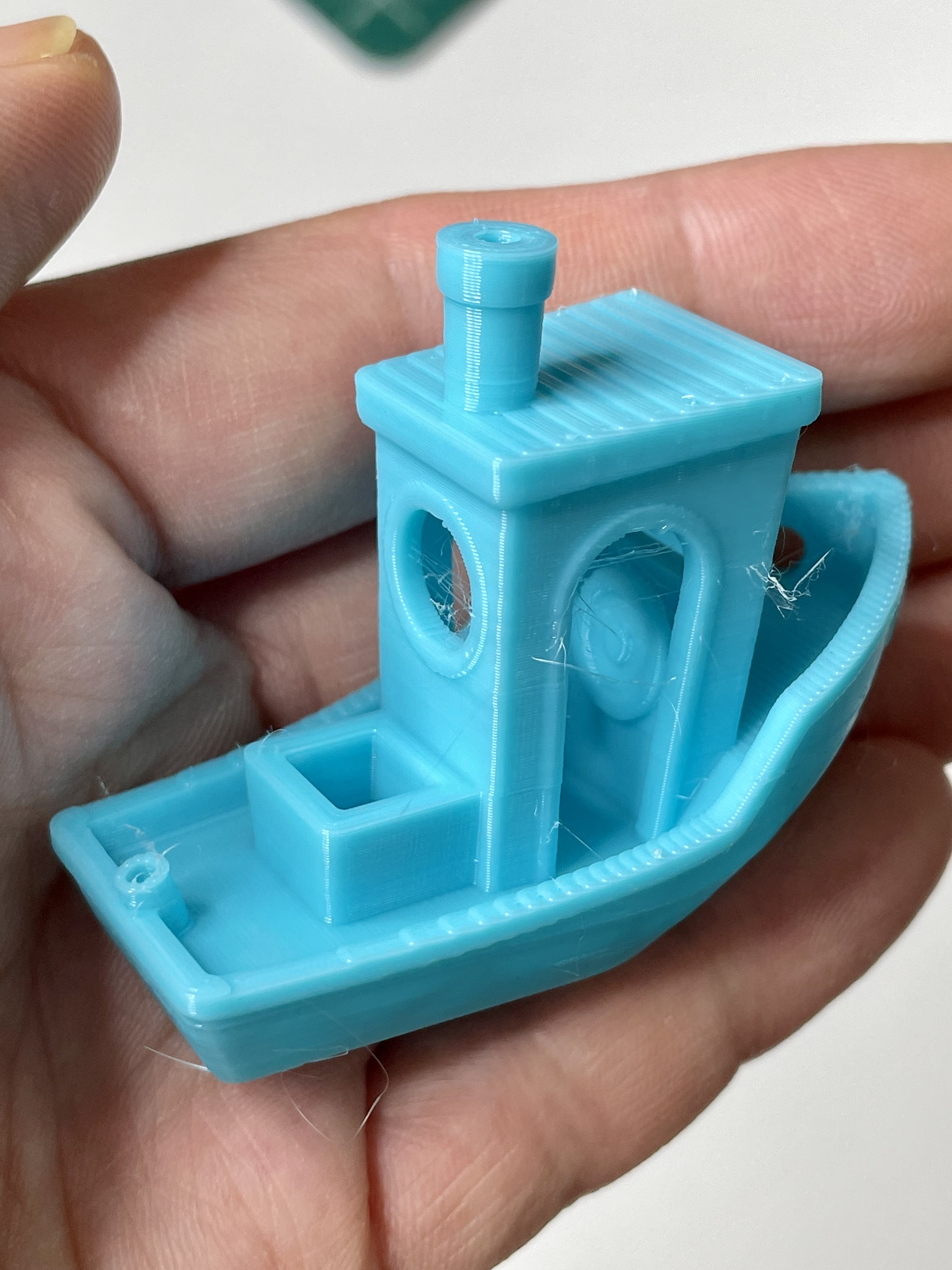
It’s looking great, a little more tuning on temperatures and retractions and you’ll be there. I think I agree with you that I would dial extrusion back a little bit more. Really it comes down to whether you want the part to be more visually appealing or more structurally sound. On parts where I want a lot of strength I won’t dial back the extrusion quite so much because the extra plastic just adds to the strength. But when I want to have a part look visibly better I’ll run the extrusion multiplier down around .92-.93 and I found the parts tend to look a lot better. When I reviewed some of the slicer settings of people online who have very pretty looking prints it’s almost always that they’re running narrow extrusion widths and slightly under extrude. It makes for pretty looking prints.
How narrow are the extrusion widths are you running for the nicer looking prints?
Oh and one observation I made that I forgot to mention is that my extruder seems to be making a creaking noise during retractions. I ran the stepper just by itself and it seems to be coming from that and not the extruder. I’ve read that it could be due to voltage or maybe even extrusion speed (currently 40mm/s) but have tried changing both with no real improvements.
Prints that didn’t have a lot of retractions seem fine like the 3DBenchy and XYZ cube but it failed pretty bad on a few retraction tests. It appears to be missing steps as there is no material coming out of the hotend early into the print. I was able to get one decent print after adjusting retraction speed and retraction distance but the noise is still there.
Is it normal? I assume not. Just remembered their is a hybrid threshold setting in marling that switches between stealth chop and spread cycle. Currently in my config it’s set to 30 mm/s.
Thanks Eric. I just updated my last post when I remembered there is a HYBRID_THREASHOLD in the configuration_adv file. It’s set to 30 mm/s and I haven’t tried going that low. Makes sense as it hasn’t been running in Stealthchop since it’s above that and running in Spreadcycle instead. I’m not super familiar with them both except that stealth chop is quieter. I’m going to drop it below the threshold and see how it runs. I’m curious though what impacts would it have to increase the threshold? More research!
You can run the velocity (mm/s) of the extruder high, I would just double check what the acceleration (mm/s^2) is for the extruder. Running a high acceleration on the extruder can be nice because it gives more crisp retractions on Bowden systems. But if you have to run the extruder motor current too high to accomplish it… Then I would back it down a bit.
If you are running a BTT TFT you can see and change the value under the machine parameters section of the lcd menu.
Another thing to double-check is depending upon what slicer you’re running, sometimes the slicer will overwrite these mcode values in the start g code. Prusa slicer tends to do this if you have the G-Code flavor under printer settings set that way:
I’m using the same accelerations and currents that were in your original config files on GitHub. I did end up moving to Marlin 2.0.9.1 for some extra features.