I managed to accidentally leave 200 steps/mm instead of the correct 800 in settings by not saving settings after restoring default, so it was trying to print layers with 0.3 mm worth of plastic but making them only 0.075 mm tall. You can imagine how well that worked. I am very glad I didn’t look at the beautiful-looking first layer, declare victory, and go to bed!
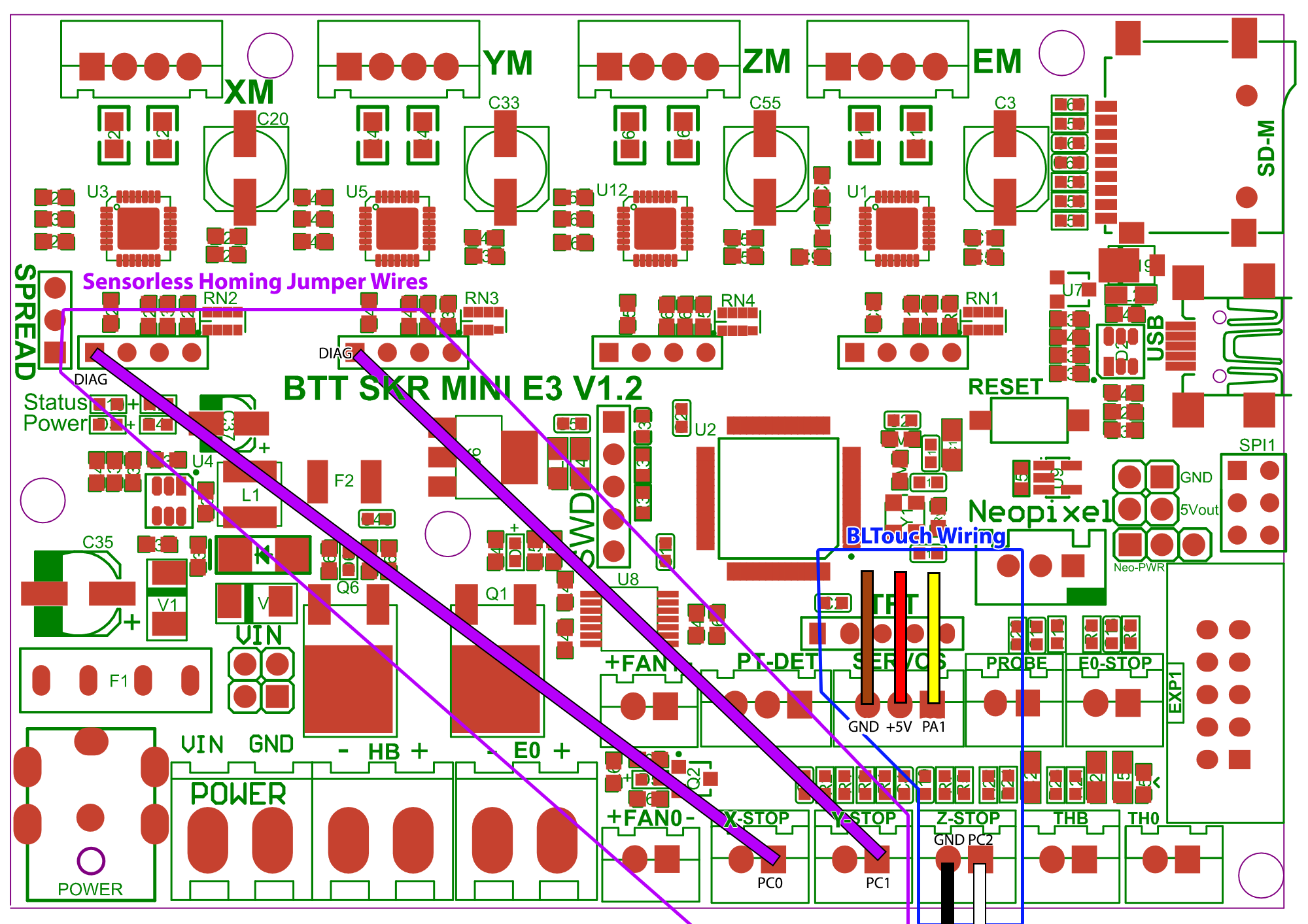
That may also have been responsible for the loud bang on sensorless homing; I was perhaps using too low a sensitivity value for the same reason. Now it’s just a moderate tap. (Actually, not sure; sometimes it’s a moderate tap and sometimes it has the classic “grinding against the end” lost step noise for a couple steps, even with the fixed settings. Maybe that means I should adjust it more?) I’ve really solved this by lowering the sensorless homing current to 200mA, which seems to work fine and also results in just a mild tap each time so far.
The PEI (if that is what it really is) sticks too well. I’m having trouble removing prints. Probably I’m printing at too high a temperature, using bed temperatures that might be appropriate for printing on glass. I’ll try turning that down. Looks like others have seen this; maybe I should try windex instead or in addition.
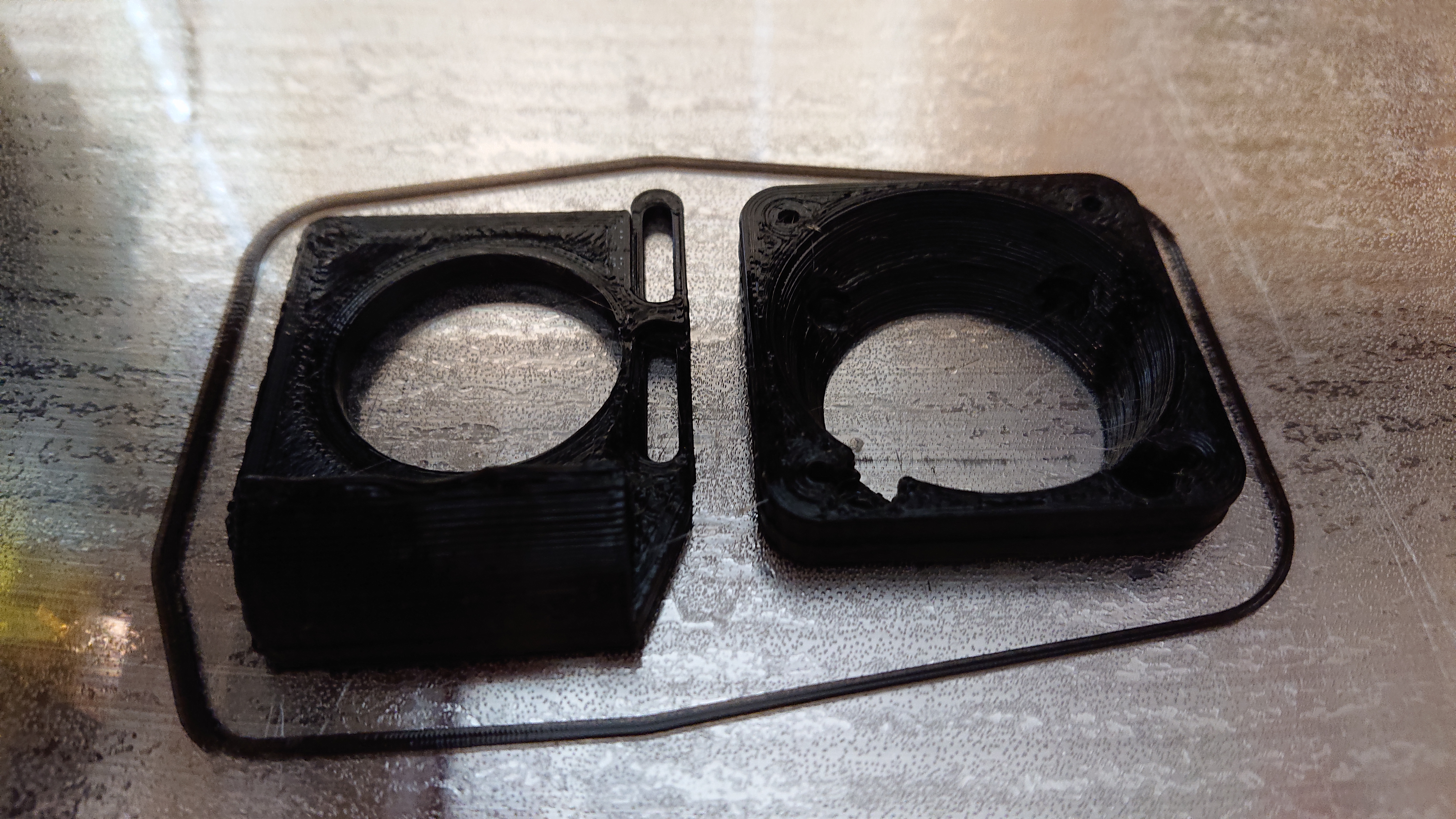
I changed my mind and am printing my 40mm fan adapter and shroud as my first upgrade before I design a new cooling fan duct; it needs it. …It turns out that the print cooling fan has a bridge of over 30mm and printing it hot for PETG (260⁰C) without a cooling fan it droops a little. (I re-formed it a little with my fingers after printing while it was still soft, so it should work.) But to print the cooling fan duct right, I need a cooling fan duct. 
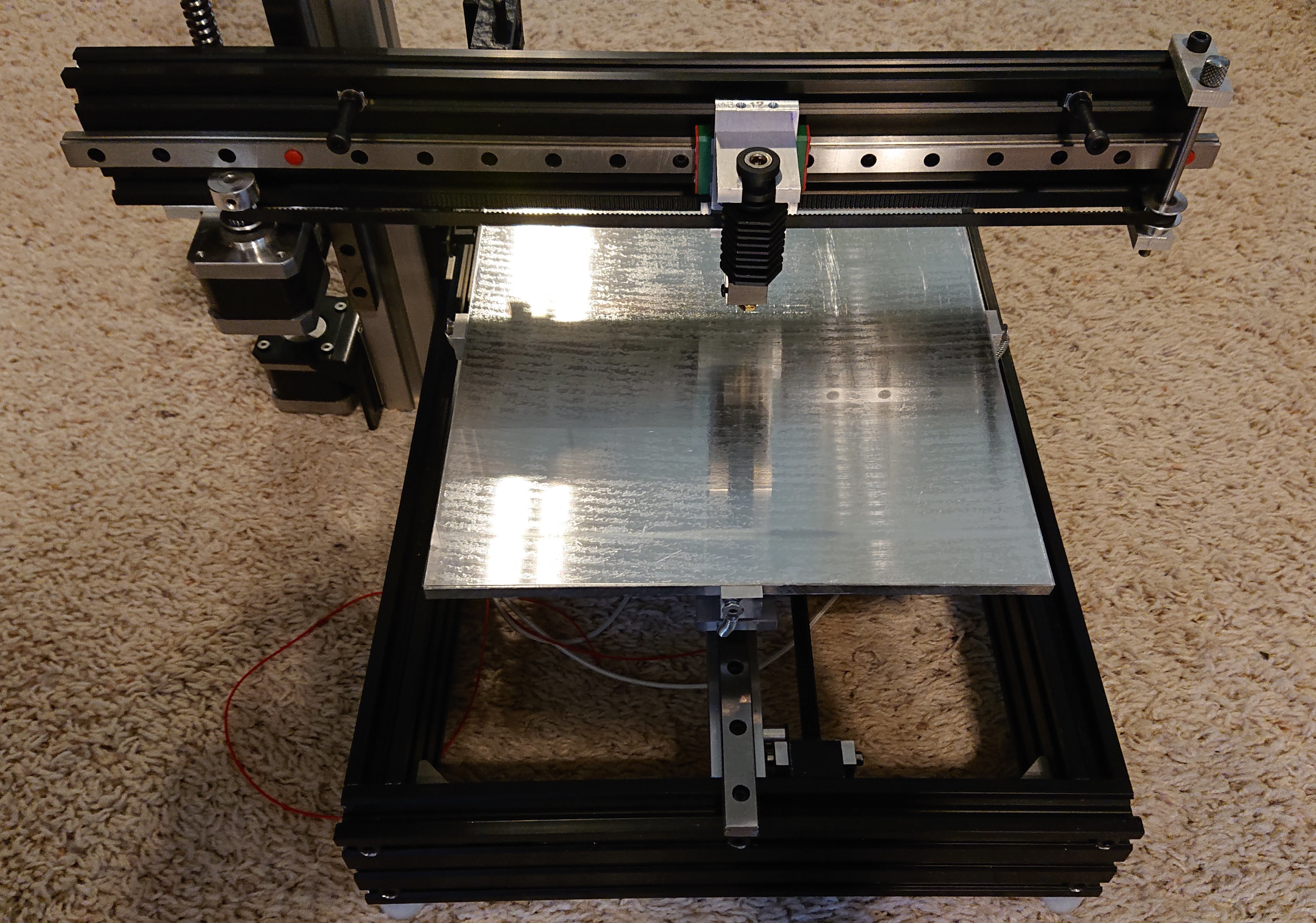
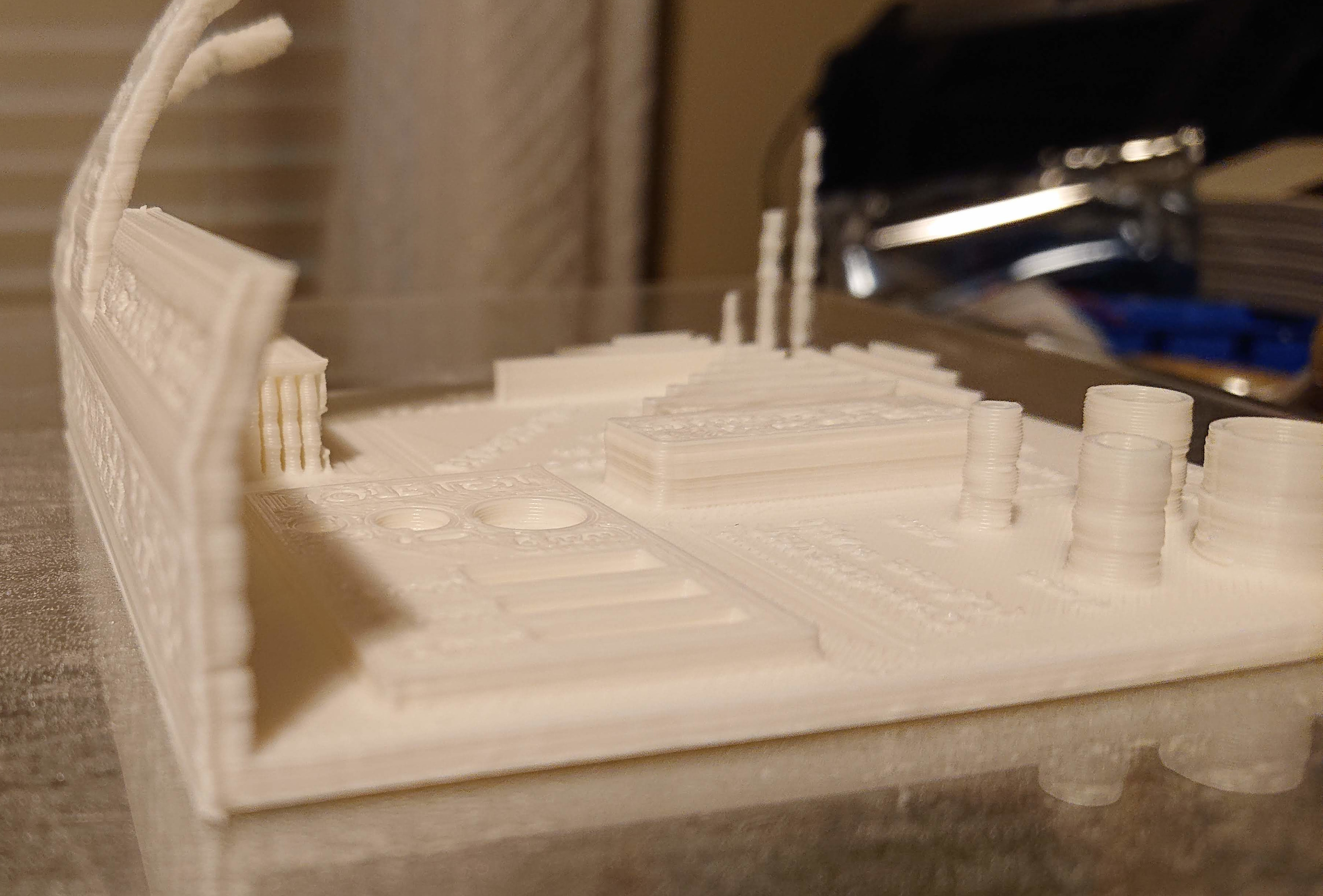
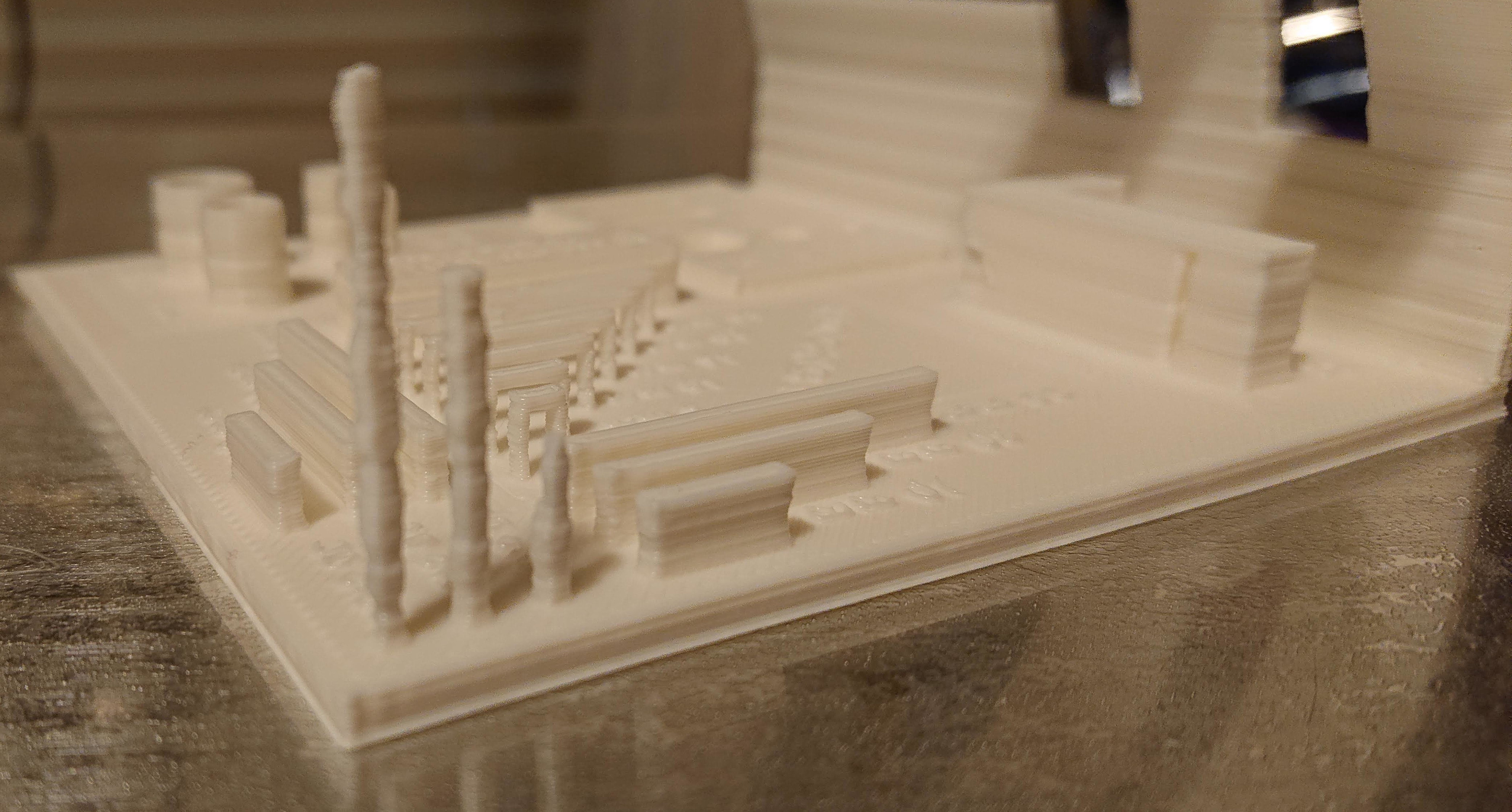
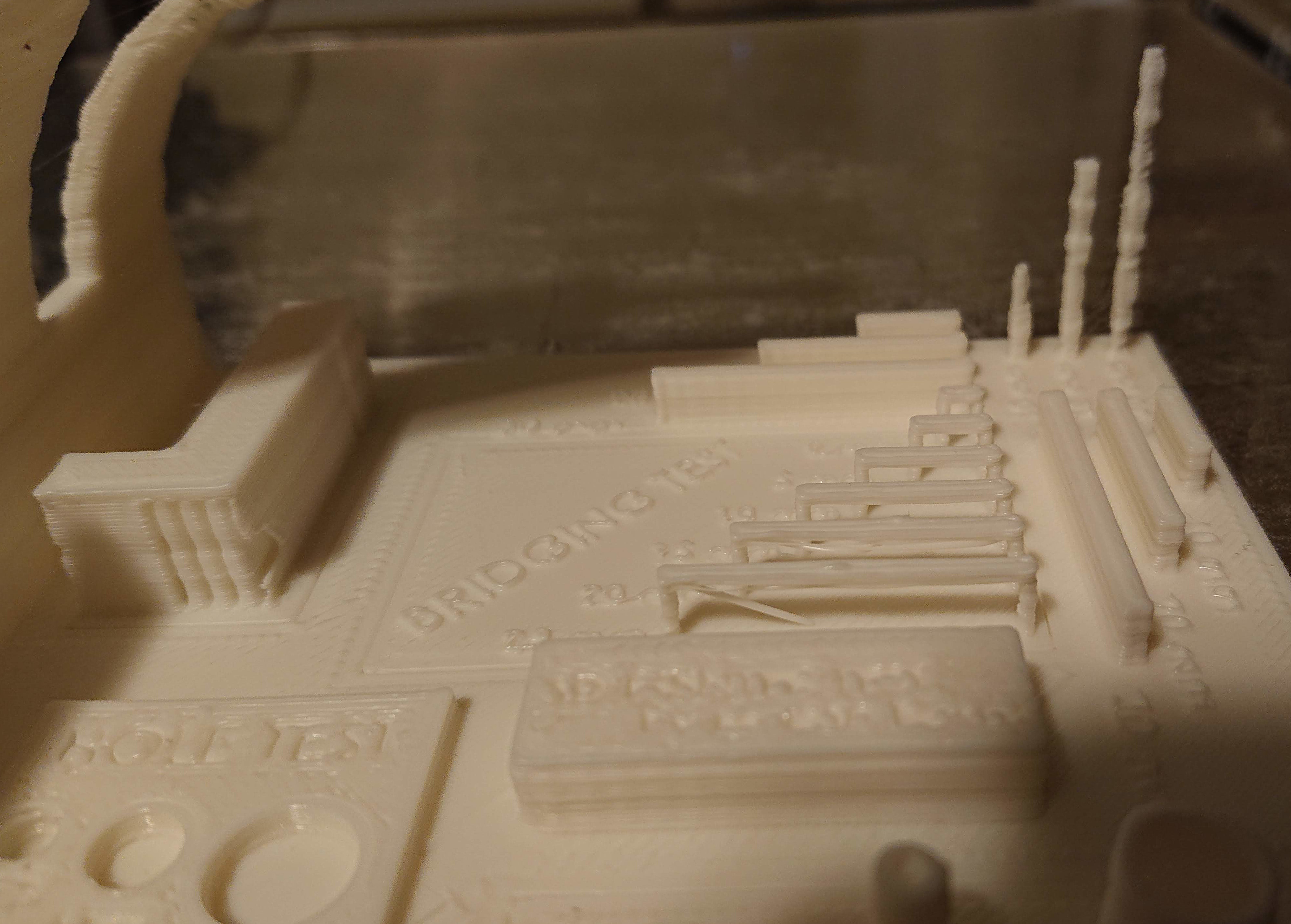
Here’s the first working print! The printer needs more work, but it’s in better shape than the old gantry printer it replaces.
You can see that I still need to do a pid tune — after I put the fan shroud and cooling duct on and wrap the hot end in kapton tape.
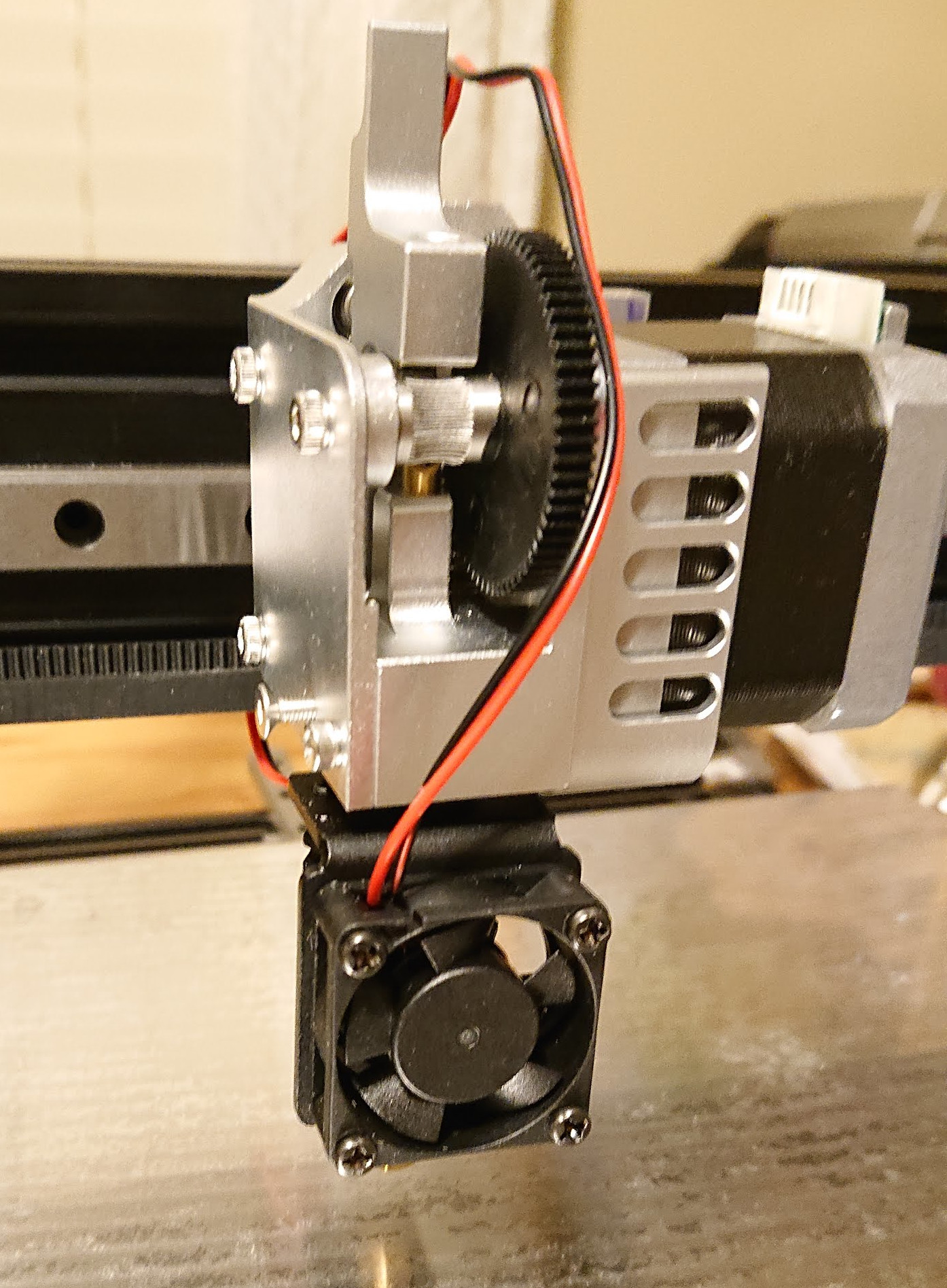
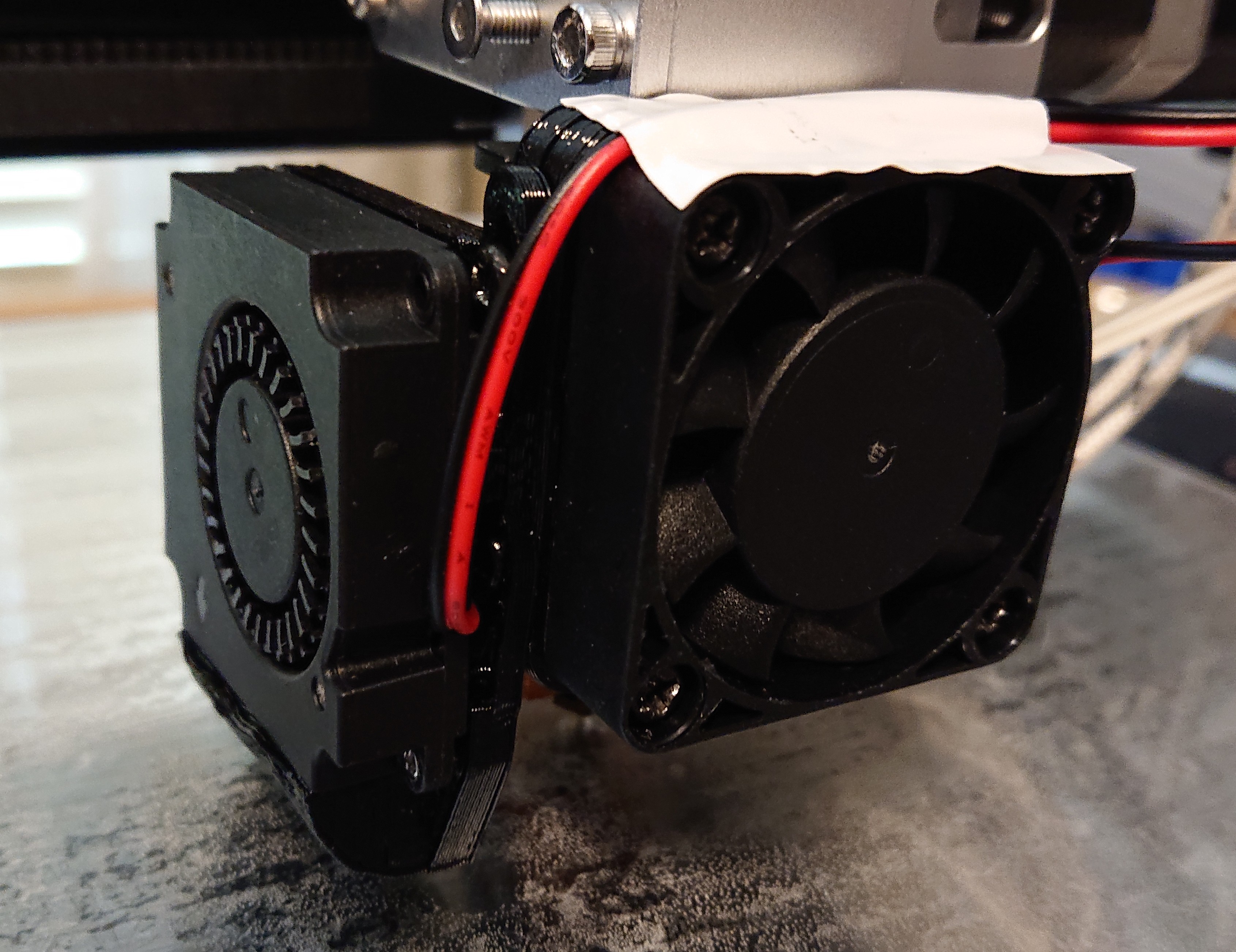
Here it is, mounted on the printer:
I wrapped the hot end heater block in four layers of kapton tape and used more kapton tape to make a shroud to keep air from the heat sink cooling fan away from the heater block.
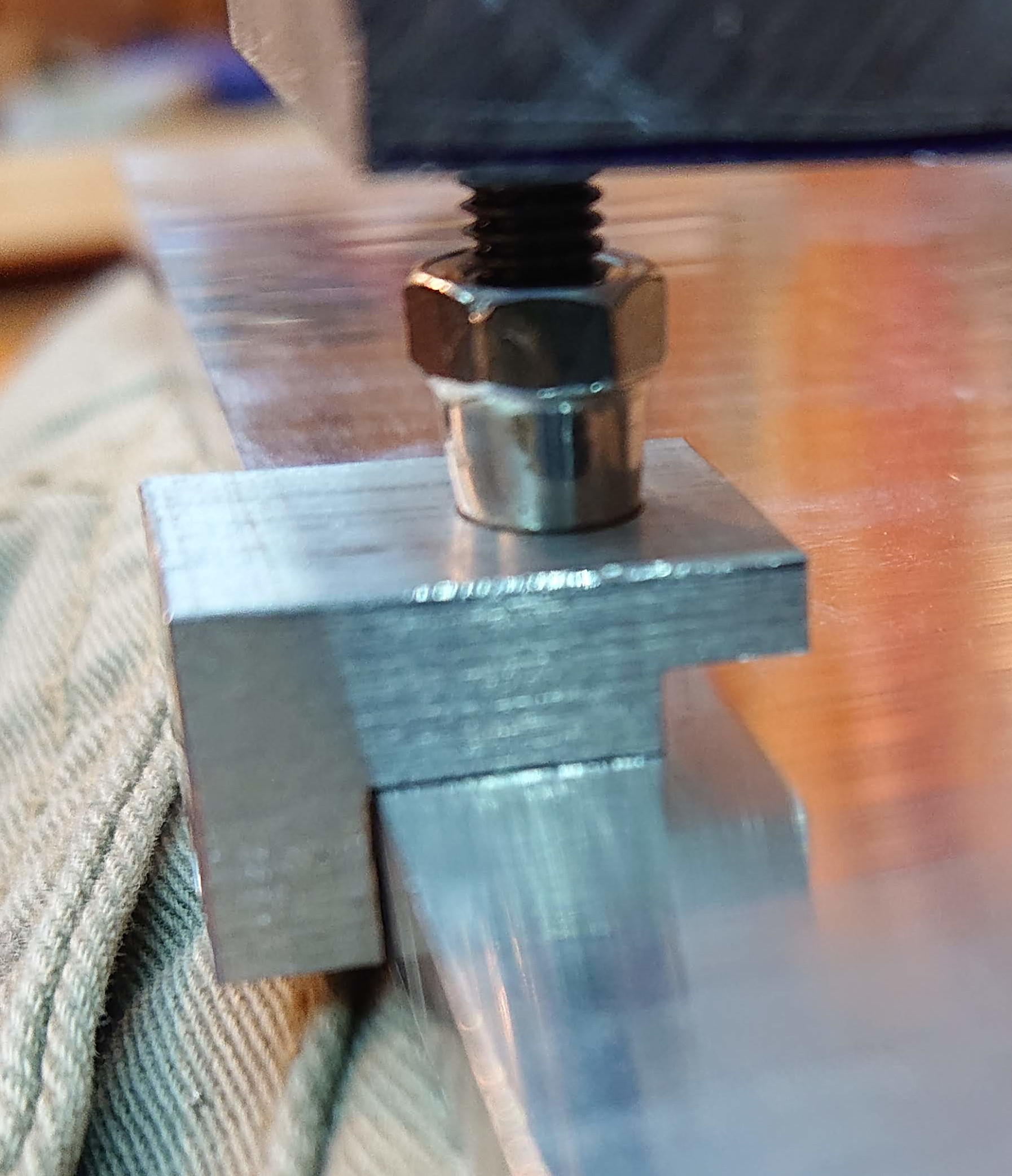
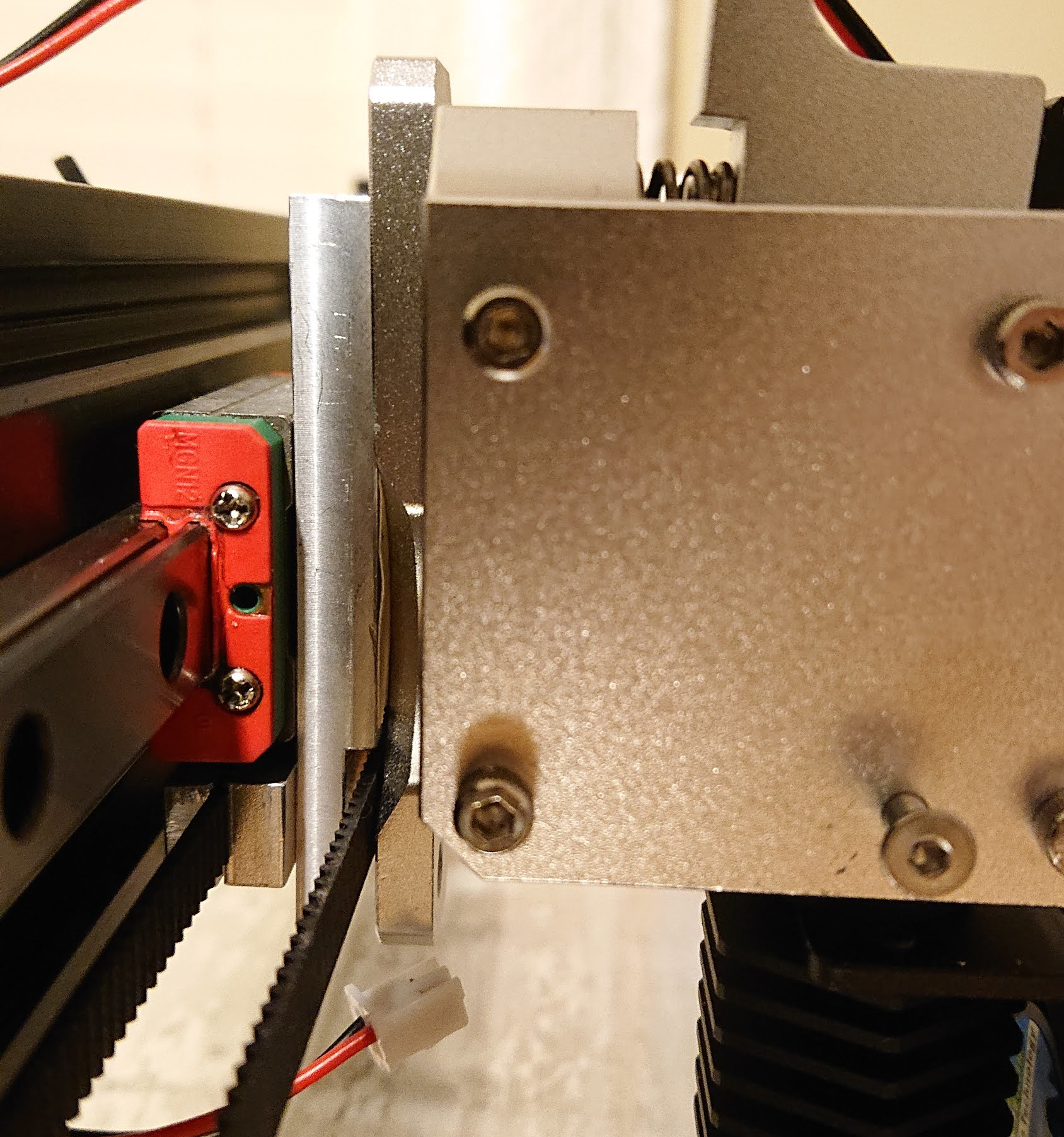
The hack for mounting the extruder isn’t quite steady enough. I think that instead of using the mounting plate that came with the extruder, I’ll make my own. I had already put a set of M3 holes 12mm apart on the top of that piece mounted on the block, and I have an idea for a slightly less hacky design that utilizes those holes for a steadier mount.
I’ve been measuring the temperature of the bed. I have a 200mm x 200mm heater centered under my 224mm x 274mm bed, which isn’t obviously optimal. Once the bed reaches steady state, though, there’s only 2⁰C difference between the center and the edge. That’s better than I expected. Given that, especially for a printer that is rarely used to print footprints substantially exceeding 200x200mm, I think I’ll count this as a win.
I haven’t figured out where to put drag chain yet to make the wires look neater. Right now, I have some of them (bed heater/thermistor, all wires to the extruder) wrapped up, but that’s it; I have rather a tangle of wires at the side, which makes the case look less beautiful. I’m so happy about printing, though, that I’m not in a rush to fix what ain’t broke. For now, I just used some cable ties to hold wires more neatly bundled together. The ugliest thing is the X stepper cable hanging loose off to the left of the printer.
Print volume is 224 X 274 Y 290 Z — bigger than makes much sense for a bed-flinger printer.