The first print with Nylon went very well (see yesterday post). Probably mostly because I only printed a shell with not much chance of shrinking effects showing.
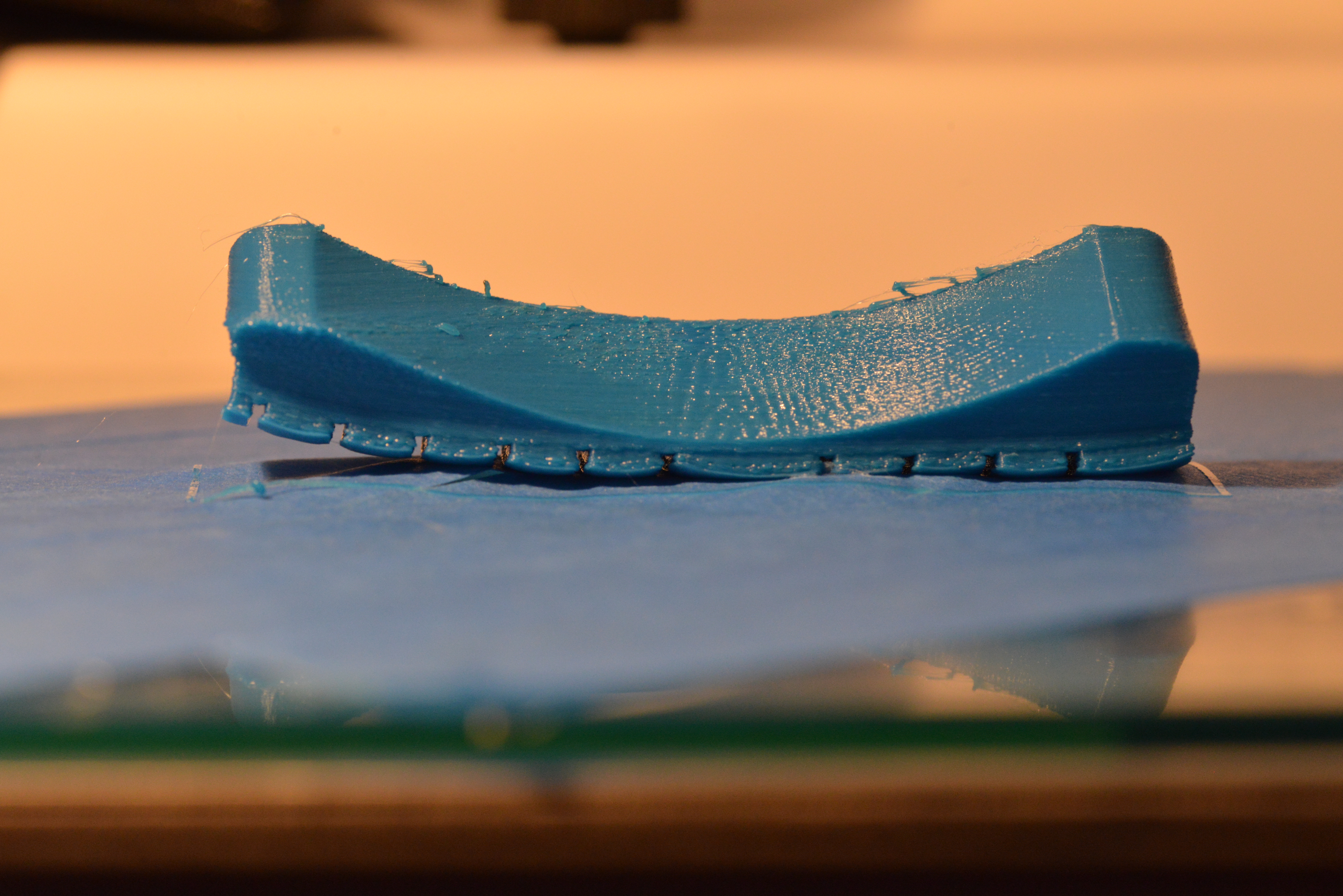
Now I printed a larger part with a solid body and large, flat area with the Nylon trimmer line.
I did not do anything special for adhesion (just blue painters tape) - being spoiled with printing PLA all my 3D-printing life so far, I never had to do any special precautions in this regard, but looks like now is the time. I am sure people in this community have some good ideas.
I don’t have a heated bed, maybe this is the first thing that I need to build ?
@Taylor_Landry1 said in the previous thread that he is using Kepton + PVA glue stick successfully. Plus bed-heating to 65C.
@Rupert_Rawnsley found that Garolite sheet was best for him. Was that with heated bed or without, Rupert ?
Are there other suggestions for me to explore ?
I guess I should at least consider slicing a raft for these kind of voluminous prints ?
You can (potentially) get nylon to stick to an unheated garolite bed, although adding a thin layer of PVA glue on top of the garolite should help if you try without a heated bed. I think I that’s the first route I’d take if I were you.
The heated bed with nylon is more about slowing the cooling so it doesn’t warp as badly, but at the same time you have to be a little careful, because a hot enough garolite bed (about 70c for me) will actually bond to the nylon permanently enough that you’ll have to destroy your part and probably do some careful scraping to get your bed clean again.
I haven’t done a very scientific comparison, but the heating of the garolite (branded Tufnol in the UK) didn’t improve adhesion noticeably. The initial layer height made the biggest difference to adhesion. But once i got it to stick, the warp on Taulman 618 literally bent the bed, so I printed some U-shaped clips to keep it down.
Interesting comments about cooling speed to control warping. Perhaps a heated chamber would help? My Taz 4 is open on all four sides unfortunately.
I’ve tried two different things sold as garolite, cheaper very thin sheets (off Amazon, I think) and a more expensive very thick sheet from McMaster Carr.
The thin sheets were sort of a milky translucent white, and the thick sheet was a dark brown/gold color and was fully opaque.
The thin sheet warped with the nylon, and heat didn’t do a lot for adhesion. The thick sheet won’t warp no matter what you stick on it and is the one that actually bonded to the nylon when heated.
So the conclusion I reached is not everything sold as garolite is the same.
So far, all the nylons I’ve tried have worked really well on a cold bed with kapton tape and glue stick. Larger items still warp at the edges unless I use a lot of glue stick, but I’ve still had quite a lot of success.
PVA glue or glue stick, room temp bed, no blue tape. If you are on glass PE tape can work, if you are using an acrylic bed then glue straight onto the plastic bed. Use a brim, 5mm minimum, we use up to 10mm or more depending on the build. These guidelines work well for 618, 645 and Bridge.