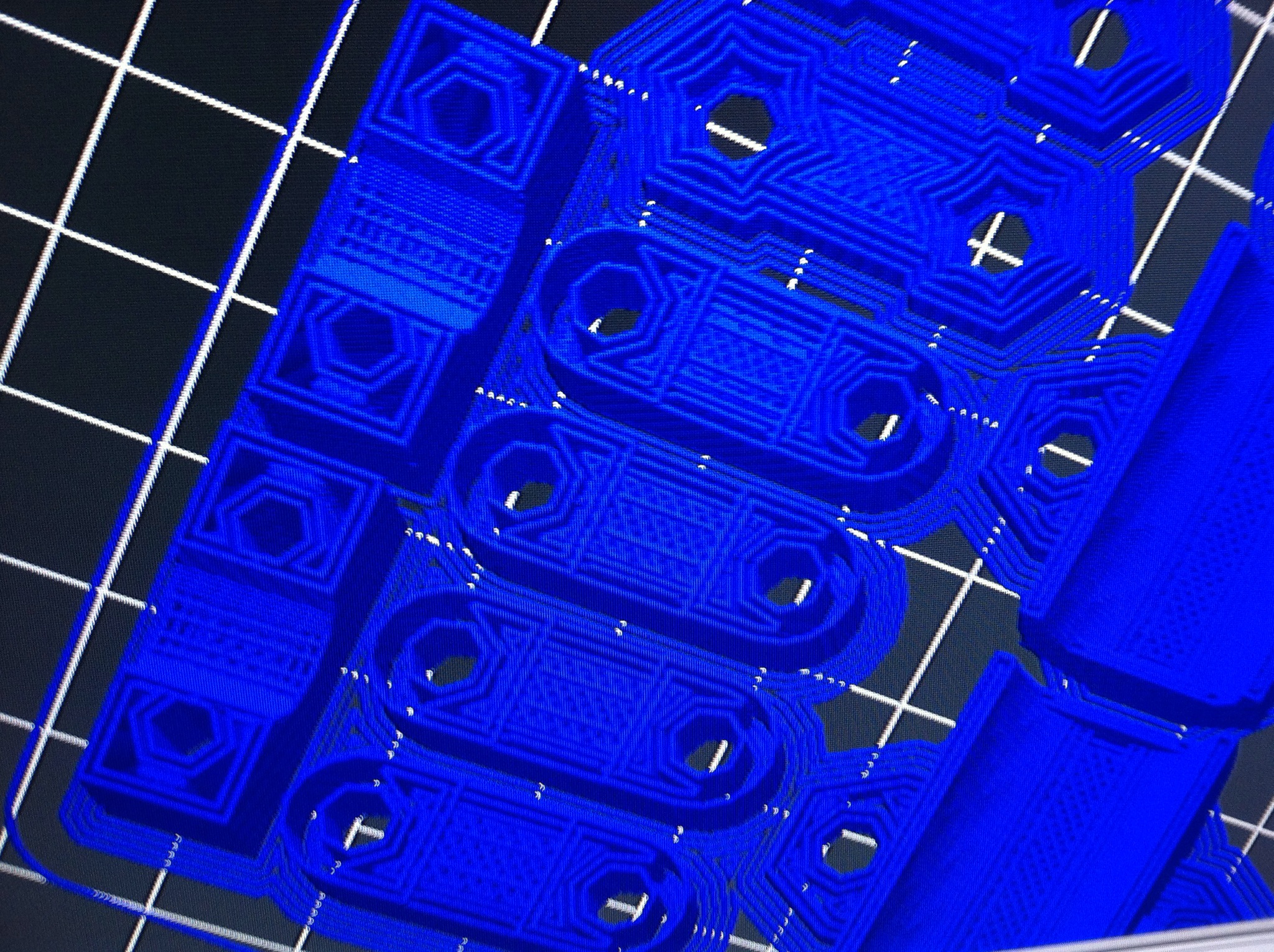
Why is slic3r doing this to me? There’s no infill in a lot of the layers in the small parts.
3mm feedstock, .35 first layer height, .25 layer height, .45% infill, both rectilinear , 3 perimeters.
Any ideas?
Why is slic3r doing this to me? There’s no infill in a lot of the layers in the small parts.
3mm feedstock, .35 first layer height, .25 layer height, .45% infill, both rectilinear , 3 perimeters.
Any ideas?
If that is not a typeo, .45% ie point45% is < half of a percent infill. Otherwise I’d use rectilinear fill, sometimes concentric has issues, maybe increase to 60% & see.
My bad, ya it’s 45% infill.
Both are rectilinear.
Or try kisslicer  Much smoother slices with less complicated settings
Much smoother slices with less complicated settings
Mm I’ve heard if it, I might have to give it a try tomorrow.
Try to reduce the extrusion width (Print Settings/Advanced).
I can see the rectilinear in the middle, but the bits around the hex holes was what lead me to think concentric.
(gee I just noticed you can zoom the photo with scroll wheel)
Have you fiddled with extrude width? If it thinks the extrusion is wide (ie covering those gaps), I doubt it will be reflected by the gcode view. (Oh as Marco said  )
)
What version of slic3r? Is the STL available somewhere?
What version are you using? There was a bug a LONG tome ago that caused this, it has since been fixed and also the small infill feature added. Is small infill enabled?
Slic3r calculates extrusion thickness mainly from the nozzle size - are you using an extraordinarily large nozzle?
Maybe the gaps are too thin for a normal extrusion. Try playing with Extrusion width
Ya it’s weird, I’m using slic3r 0.9.9 nozzle is set to .35mm I haven’t messed with the extrusion width yet ill try that here in a bit, funny thing is I tried it on my laptop that’s 2 revisions back an it works just fine an its got nothing fancy done to it…
@Jeremy_G_WeisTek_Eng different versions use different default extrusion width, you can verify opening the gcode files with a text editor. 0.9.9 uses a bigger value AFAIK.
Fixed it, just set the extrusion width to the nozzle diameter .35mm it was set to 0 but slicer was not auto calculating the width.
I set the extrusion width to 250% (thats 2.5x layer height) and all is ok.
Ill try that, it substantially increases the feedstock use to print parts.
I have some y bushings printing now ill let you know how they turned out.