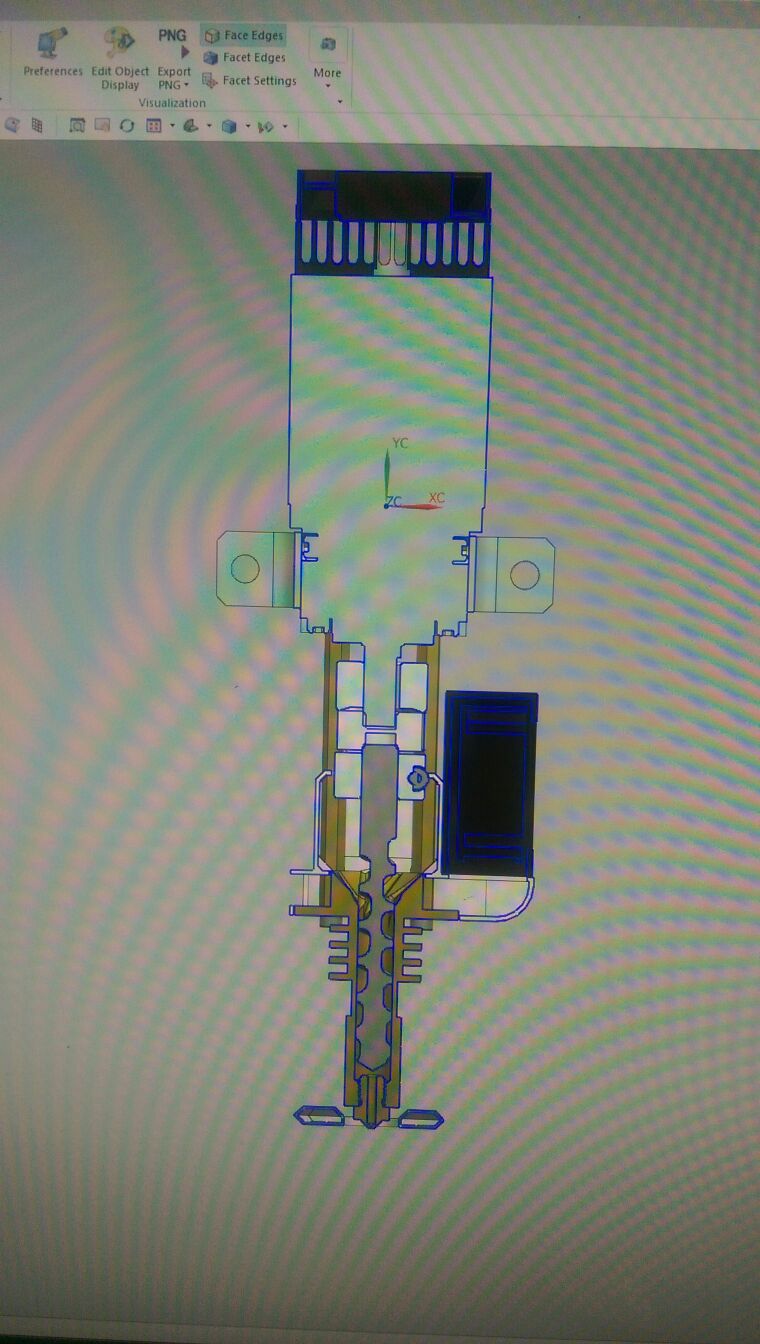
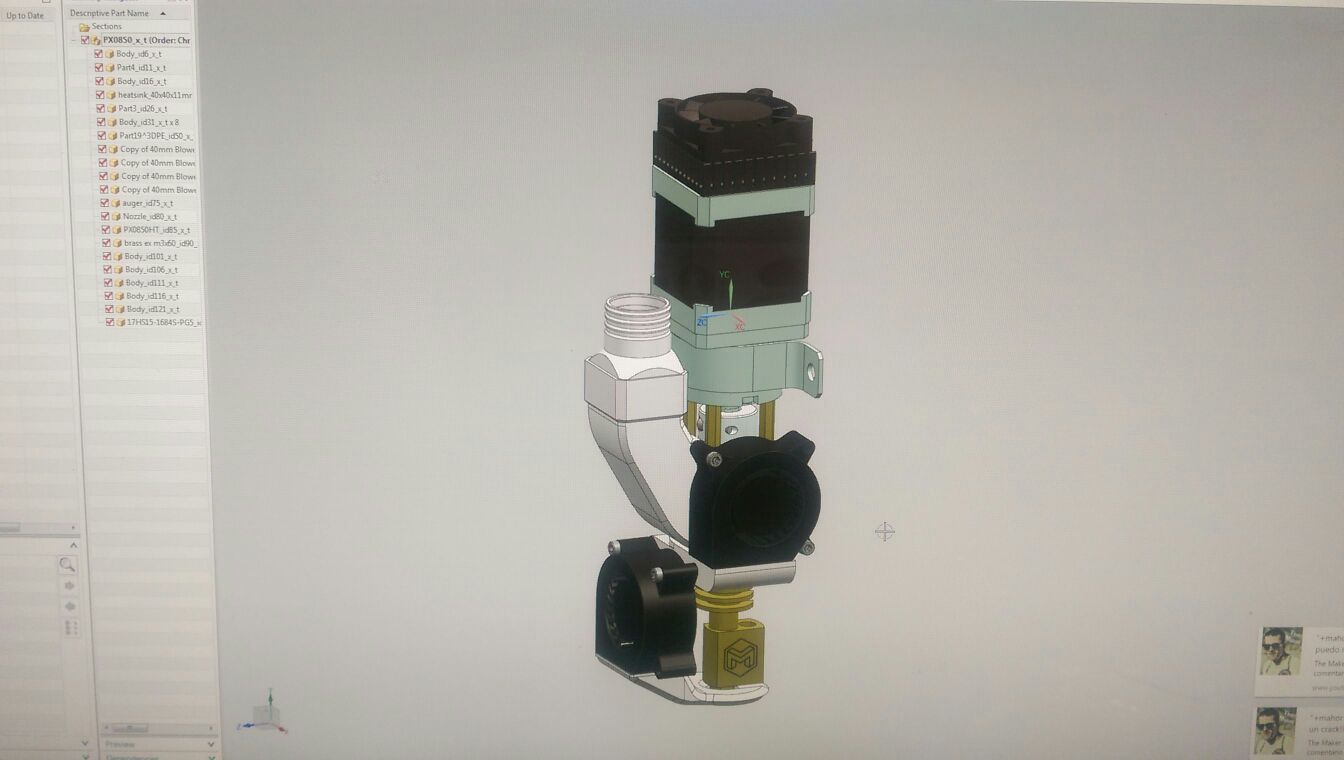
The new design of @mahor_muniz_cadenas universal pellet extruder has arrived. I think this is interesting for the community.



How well does it work inside a 3d printer?
I love this! I have a bunch of parts I bought years ago to build one of these  my hat is off to the man who did it! I’d love to see a video of it printing!
my hat is off to the man who did it! I’d love to see a video of it printing!
Brook
1 Like
Tiene muy buena pinta!Y es super interesante reciclar material.
@Brook_Drumm , Thank you I will let @mahor_muniz_cadenas know of you, I hope to make a video this week with the montage and working.
Basically, you forget about filament and drop a bunch of cheapper plástics pellets???
@lightshadown That’s the basic thought (although I don’t know about the ‘cheaper’ part - if this ever catches on, we’ll probably get another round of ‘up with the price’…). And incidentally this could fix the old problem of recycling failed prints - just run them through a shredder, dump the shreds into the pellets and re-print…
Nice! Basically an open ended (nozzle) plastic injection unit. The diversity of methods to 3D printing is just plain awesome!
Now to precisely time the ingestion of different colors of really fine pellets (6 feeder bins CMYKW+S) for full color FDM printing with support material without all the color change waste. Half joking, would likely produce shades of mud, but it’s still is a cool idea.
As for using recycled plastic in the same process that generated it in the first place the issue of cross linking needs to be taken into consideration even when mixed with new material. Each time a plastic is heated up, melted, and cooled back down you get cross linking which changes the melt temperature (typically raises it) for the next time you try to melt it. After multiple recycles (you have to blend with new material each time) you will have multiple levels of different cross linking in your blend. All it takes is one small melt resistant chunk to plug the nozzle really bad.
With that said you could likely get away with a few recycle rounds before the plastic became unusable.
I have a friend who owns a big injection molding shop. Pellets are CHEAP! And I doubt anyone could run the price up too much. It’s way too common. $1-$3/lb. Recycled pellets are actually more expensive! Go figure. And you’d be shocked how little color you use to color white pellets. It’s like 1%… just a guess from what I saw… I thought it was all white and he dug in and pulled a handful and I had to look close to notice the few blue pellets.
Anyway, this is definitely a needed trend!
I have a grinder. They work well. You do have to dry the pellets but it’s easy.
It’s also shocking how far the pellets go. I have probably only used 100 lbs of Delrin in 3 years for the play. And we’ve sold a lot of them.
Brook
great to see someone making progress on this idea!
to add some ideas to consideration…
try making most of parts temp resistant/enclosed… pallets unlock more types of plastic on the cheap, but are far more temp delicate…
this in combination of printing chamber capable of ~150C would be awesome 
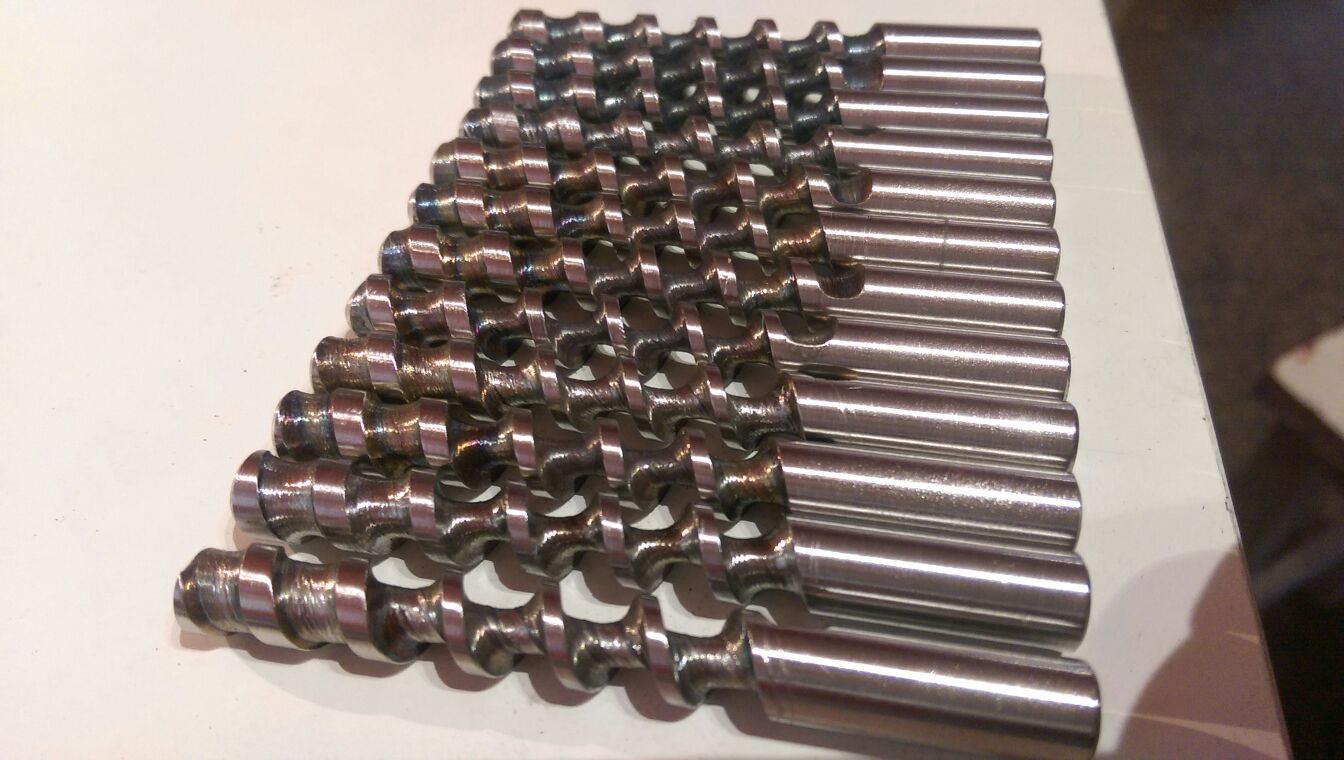
my next suggestions would be some sort of table/chart, with screw size/type, rotation, feed… it would be an awesome tool in time.
Just to play devils advocate here: what is the advantage of this system over an separate filament producing device? The disadvantage is your extruder assembly has more mass to support/move and larger objects will require you to refill the hopper mid print.
@Eric_Davies my view…
you can have as light hot end/extruder/effector as you wish, but when it comes to pumping material… i
this is not intended for high details, getting similar quality compared to regular filament is significantly harder in any way… so not for small nozzles.
i see this as solution for 1+mm layers, where amount of filament tips the scale.
retractions should become more manageable, biggest hw worry i see is managing air pockets (guess, not fact)?
why limit this to desktop?
it seems best suited for something like 1m3, but that is just me…
True, but how heavy is too heavy? I’ve bucked the opinion that Bowden is “better” b/c it’s lighter. I’ve always used heavier direct drive on Cartesian printers.
So when does weight negatively affect a Cartesian printer’s speed? And when does weight and slower print speed not make sense for cost savings trade off of pellets? Some value speed over price of ownership. Some, like me, value lower cost of ownership / lower cost of each part over speed and can tolerate a little increased complexity and initial purchase price.
Another question is, are there a group of people willing to tolerate the lower resolution I believe a pellet extruder printer will have? I assume you won’t be able to overcome some of the challenges that pellet extrusion will bring… I don’t think you will be able to control extrusion to the degree that perfect filament with a mature, conventional extruder now enjoys.
Brook
I am mostly interested in pellet extruders as a way to reliably and cheaply print large objects with 1,5mm nozzles and upwards, where it is not about precise deposition of 0.1mm3 volumes but a very large volumetric print speed with decent quality.
Erik, I have a really large printer I play around with and I totally get it.
What do you print with yours?
Brook
Bravissimo senior!
I had the same mind 2 years ago… But you did great job! I will show you sketch later
Regarding nozzle size, 1.5 is a safe target. We have actually gotten great results with a 2mm tip on 1.75 filament, believe it or not. Pressure builds adequately even at 2mm.
Brook