I started work piecing together the frame. I started to regret making it only 1 meter high, though 1.5 meters would be absurdly high. I compromised by making 3D-printed plugs that fit the bottom of the 4040 extrusion and add 20mm. They also hold a metal socket for locking 60mm casters that will add another roughly 66mm (with stem) to the height, so the overall lift will be about 86mm to the total height. Then I realized that I wanted some sort of cap on the top to hide the sharp edges, and if I made those caps 10mm thick I could slide all the horizontal extrusion up 10mm without any real change in overall rigidity, which ultimately moves the bed up another 10mm — almost 100mm total height increase, so that’s an improvement.
I designed a set of tap alignment jigs to make it easier to tap and used polished spiral-flute taps to power tap with my drill set to slow and alcohol as a lubricant. Worked great; never worried that I was going to break a tap, and it was fast. Then the caps on top are attached to the posts with M5x16 flat-head screws. I think it’s a nice look. The top caps and bottom plugs are printed in PETG.
Ultimately, the bed will still be a little lower than I want, but not enough for me to buy 1.5 meter 4040 and then cut it down to size. If I ever change my mind, it’s just changing out a bunch of screws, one corner at a time, and I’ll be set. And it’s tall enough to fit the Q800 refrigerated cooler underneath with room to spare.
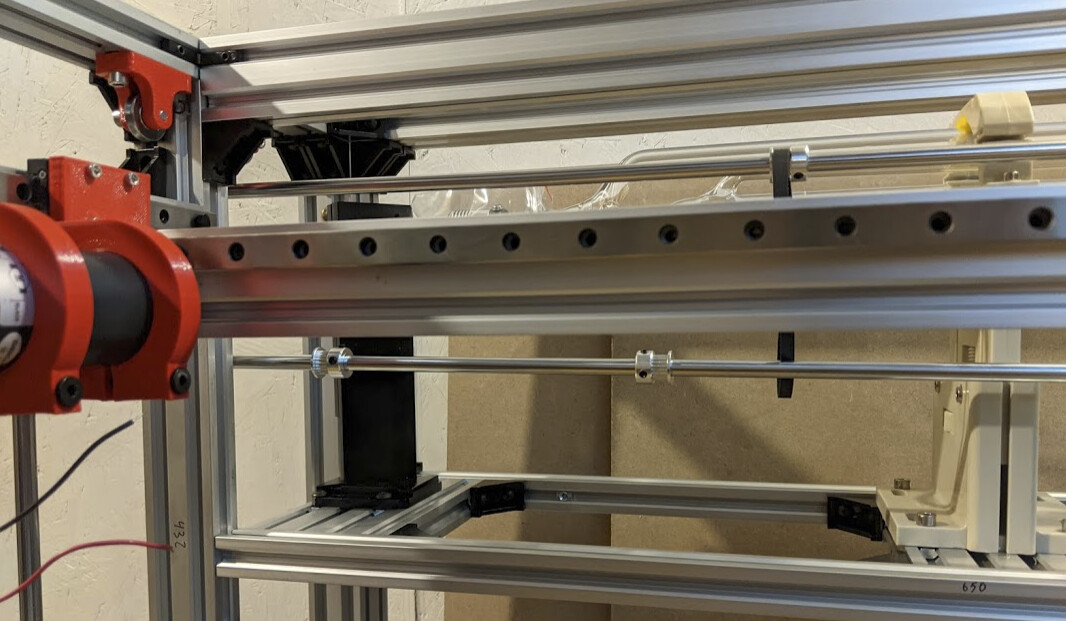
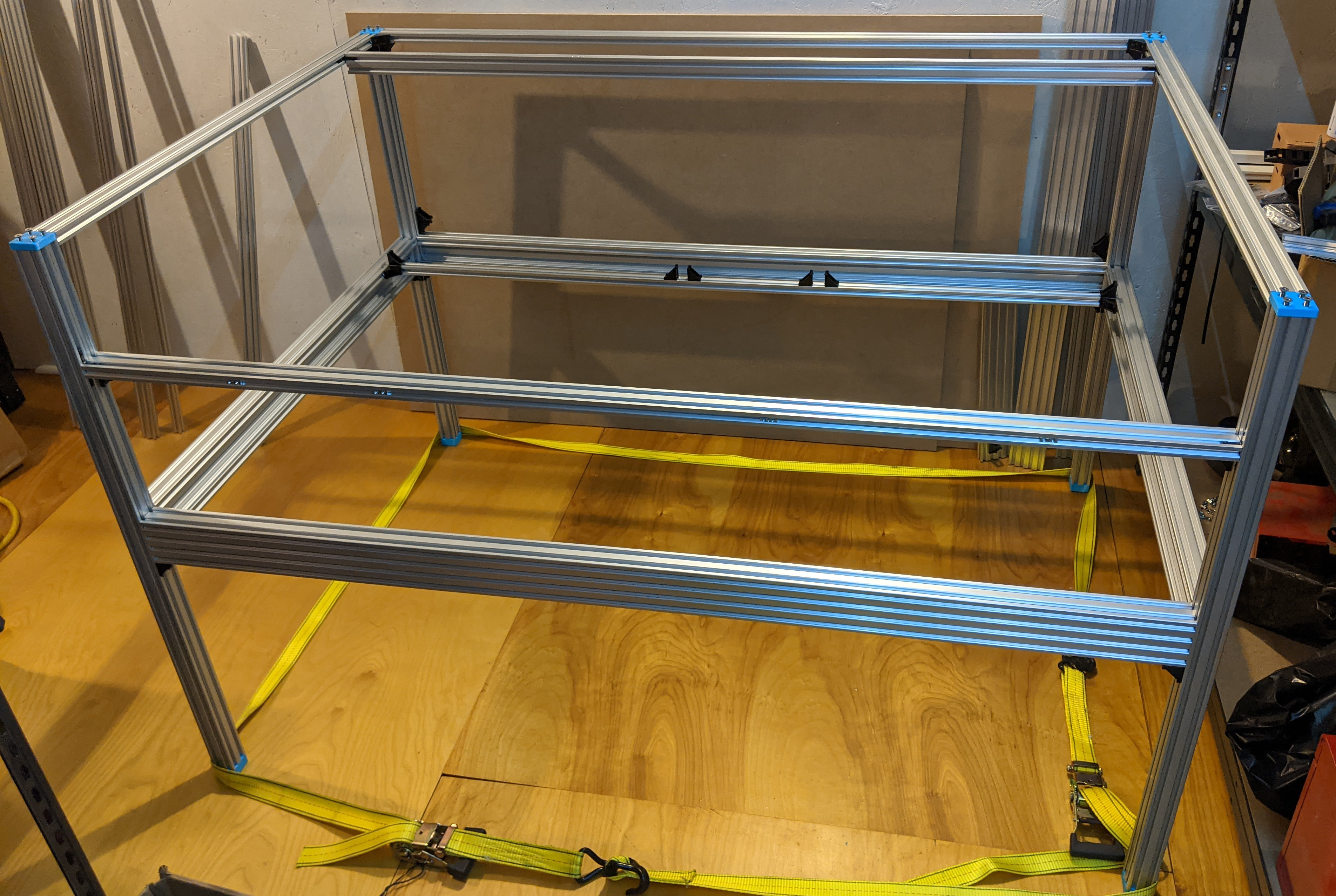
Here it is with a tensioning strap I used to hold it together tightly while fastening the middle c-beam:
I had the 1.5 meter c-beam sitting around. In retrospect it wasn’t a bad idea to add that stiffness but if I were doing it again from scratch it would make more sense to use 2060 and add stiffness when I bolted a panel underneath.
I’ve realized that if I add 1mm shims on either ends of all the horizontal parts, I can use 1.5 meter extrusion for the lid and front access door, rather than having to cut 2mm off each of them to fit. 1mm (or 0.04 inch) aluminum sheet costs rather more than I would have expected. Maybe I could 3D print a dozen custom shims with plugs to align the with the ends of pieces; that would save cutting 2mm off 5 pieces of aluminum extrusion. Or maybe that’s a silly idea.
So really, pretty much all the rest of the pieces require cutting, and therefore I really need to commit more precisely to dimensions. There’s only one more piece that doesn’t require cutting (assuming I trim the door pieces), but it mounts to pieces that need to be cut, so I’m to the point of needing to decide and commit.
At least one of the 1.5 meter 2040 extrusion pieces came from OpenBuilds with a big ding near the end, and another one came so badly bent that I can’t get a t-nut into the slot. That was a disappointment, since I thought OpenBuilds was considered premium.
The only piece that actually needs v-slot is the 4040, because I’m running wheels in it; everything else could be t-slot. I think that when this prototype helps me nail down the sizes, the next person will be able to upload a cutlist to misumi and might be happier. Don’t know if that would be cheaper though.