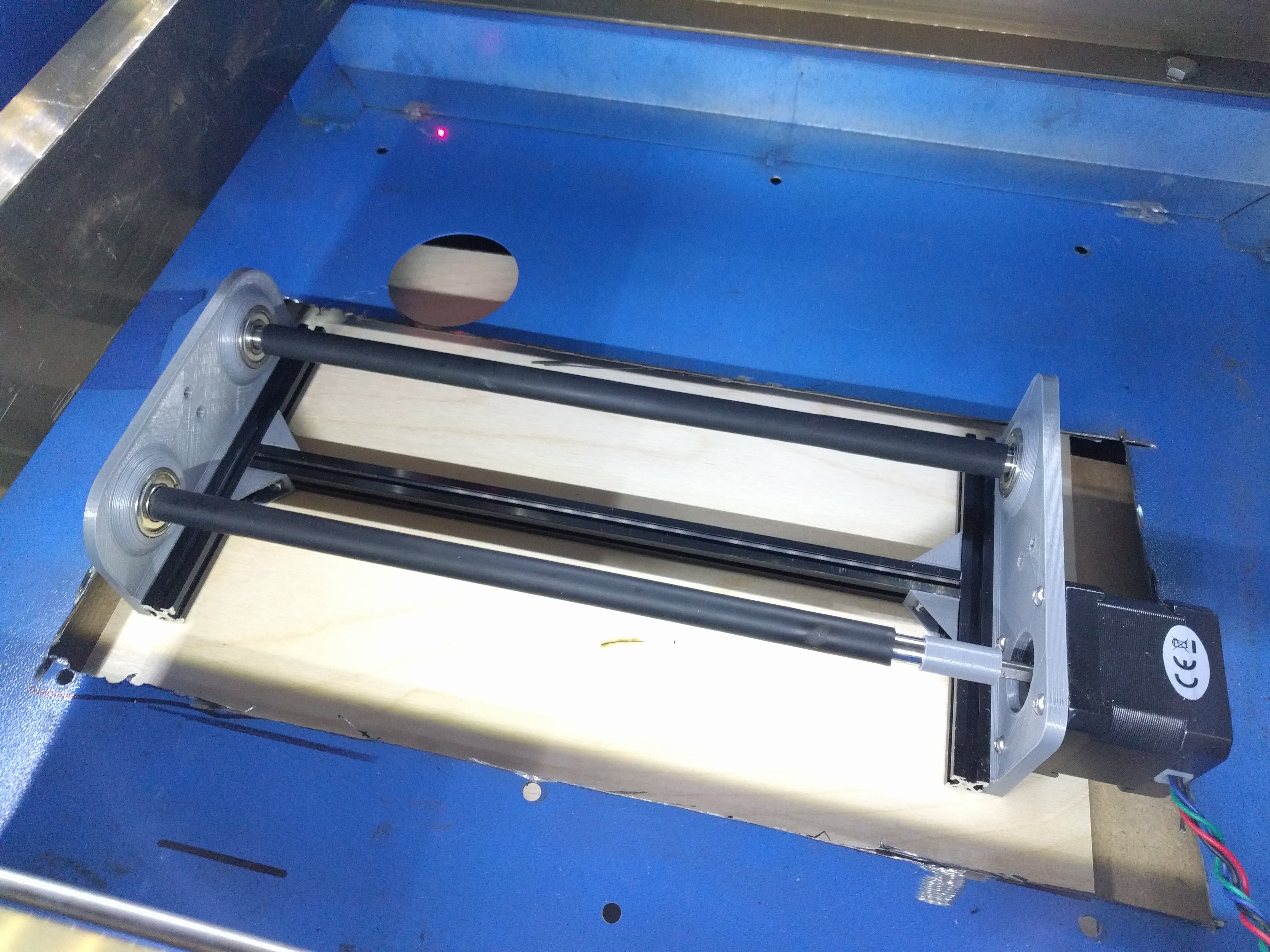
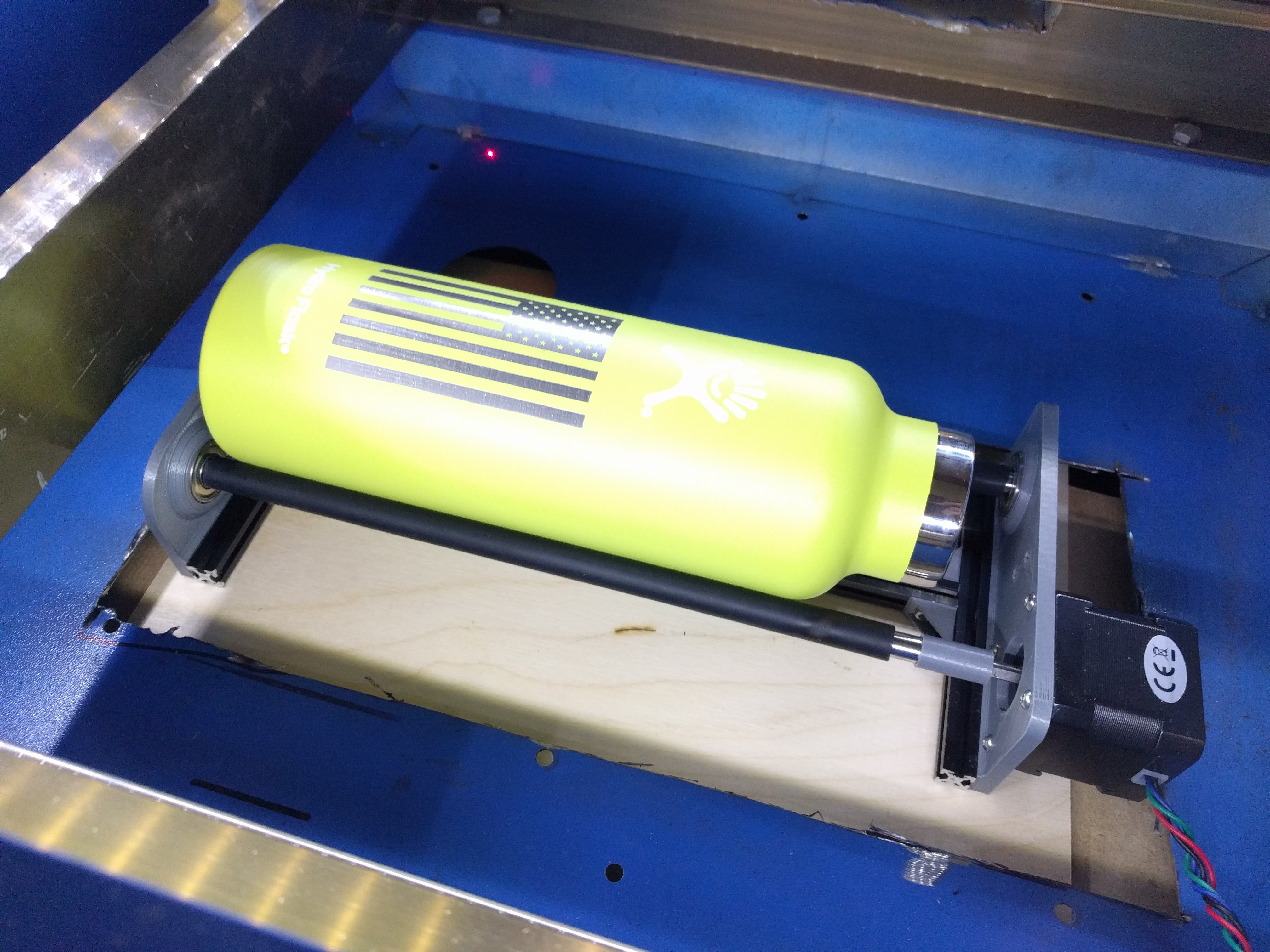
Thanks +Kelly Burns for his rotary design inspiration. I have a couple questions for the group regarding the use of a rotary with LW4. I think I may not understand how to set steps/mm. I have calculated that my rotary uses 8.888 steps/mm, which rotates the rotary roller exactly 360 degrees. My problem comes when I create a job in LW4 and set the rotary diameter to the work diameter and begin the job. The actual engraving is shortened on the A axis compared to the actual engraving. I found that I have to multiply the actual diameter by 0.164 and enter this number in LW to get the laser to engrave the right dimensions. For example, 67mm dia. ends up 10.988mm and that number is inputted into LW4 rotary diameter. Do I need to change the steps/mm value in $103 for each engraving in order to get the the engraving in the right dimensions? I attached a couple of photos, the yellow flask was not engraved with this rotary, but I put it there for size reference. I am running C3D Mini with latest release of GRBL-LPC by @cprezzi . I used the formula (steps/revmicrosteps)/360 which ends up: (20016)/360 to get the 8.888 steps/mm value I am using, but clearly I am missing something… I am not sure if I am screwing up the LW settings or GRBL-LPC settings or steps/mm calculations, so forgive me if I posted in the wrong section… Any help is greatly appreciated.
Looks good. I’m still not using the X-axis feature for this reason. Swapping with Y-axis. Doing that, I get perfect scaling with 204 steps/mm
@Kelly_Burns Good workaround! This took me a while to figure out, but I just sat down and thought about it for a bit. I am actually engraving something right now and it is coming out perfect so far (fingers crossed). Here was my thought process… The rotary has a rod that rotates, mine with the latex tube is approx. 10.5mm in diameter. Pi * 10.5 = 32.98mm circumference. My cup that I am engraving is 87mm in diameter and this gives me a 273.3mm circumference. Take the 273.3/32.98 and this gives you how many times the little rod needs to rotate per 1 revolution of the cup, which is approx. 8.2 revolutions. Now I can use that number to calculate steps/mm (or steps/degree?) by taking ((200*16)/360)8.2 = 72.8 steps/mm. Enter this number into the $103 config and it works great. the 200 is how many steps per revolution the stepper has multiplied by 16 microsteps divided by 360 the result of that is multiplied by the 8.2 number I came up with above to equal 72.8. Hope that makes sense… Cup just finished and it looks good, but there is some wavy-ness to the straight lines. Have to figure that out now.

Great. I figured there was a way to work. Within the “diameter” calculation. Made my brain hurt and I got busy with traditional Woodworking/Lasering