My second most frustrating fabrication problem was hand tapping holes in materials such as aluminum, CRS and acrylic. As you know I do a lot of work in acrylic.
I typically got unpredictable results the worst were;
Stripped holes in plastic
Careful and painstakingly slow hand threading in steel that ends in a broken tap
Yes I tried:
Various tap flute designs
Various tapping fluids
Various incremental chip cutting and clearing techniques
Watching many youtube videos by machinists
Yes I got the right tap drill sizes
Yes I got the right tap handles
Yes I tried an adapter in my drill press (inconvenient to set up)
Then I got this hint: “Tapping problems start when the tap does not enter the material at exactly 90 degrees and gets worse the deeper you go”.
I knew that starting a tap straight is important but doubted that it was having that big of an impact on my results.
So I set out to find a way to guarantee the tap enters the hole at a perfect 90 to see if that helped.
This is what I came up with and it works incredibly well so I am sharing it.
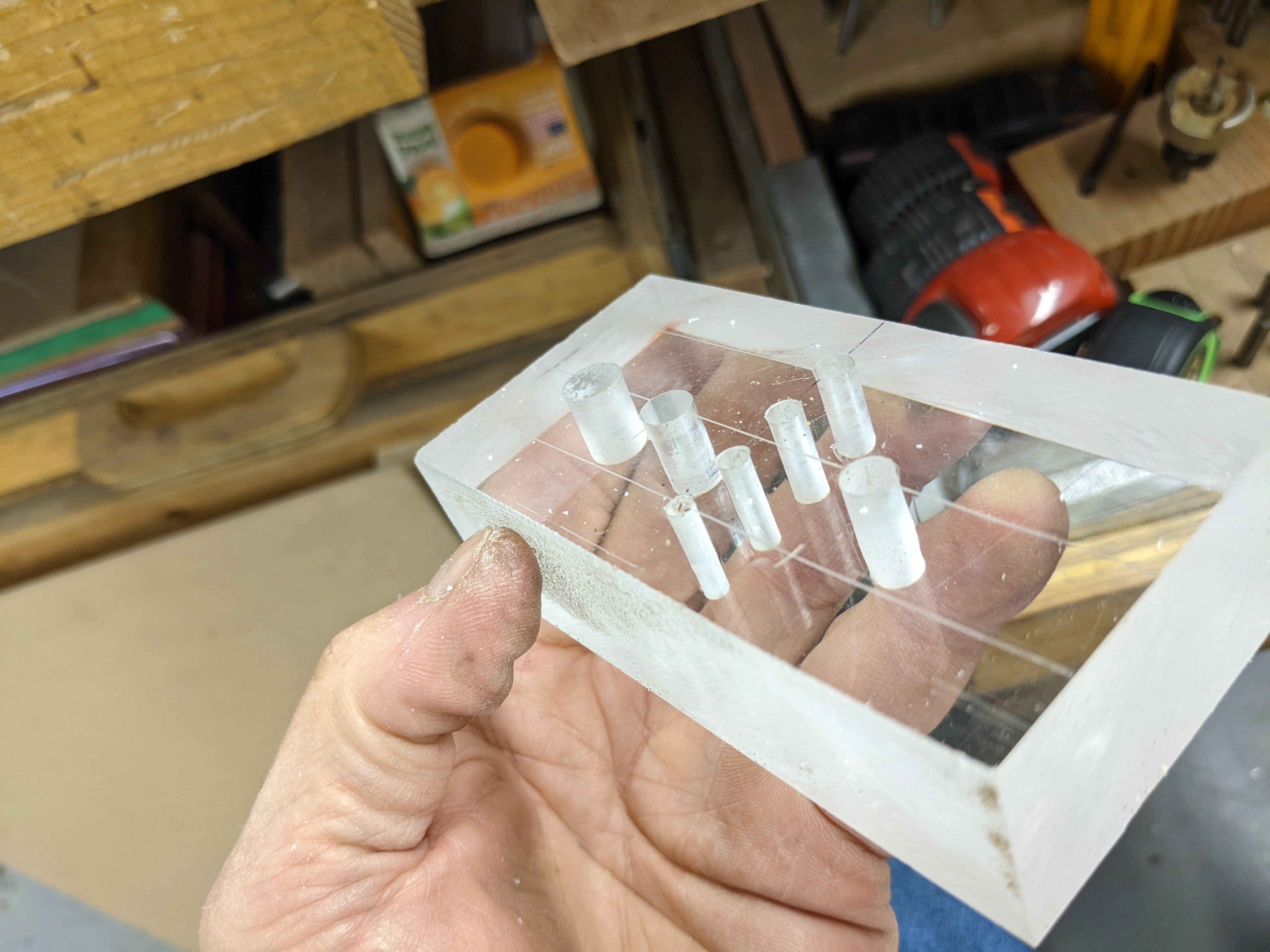
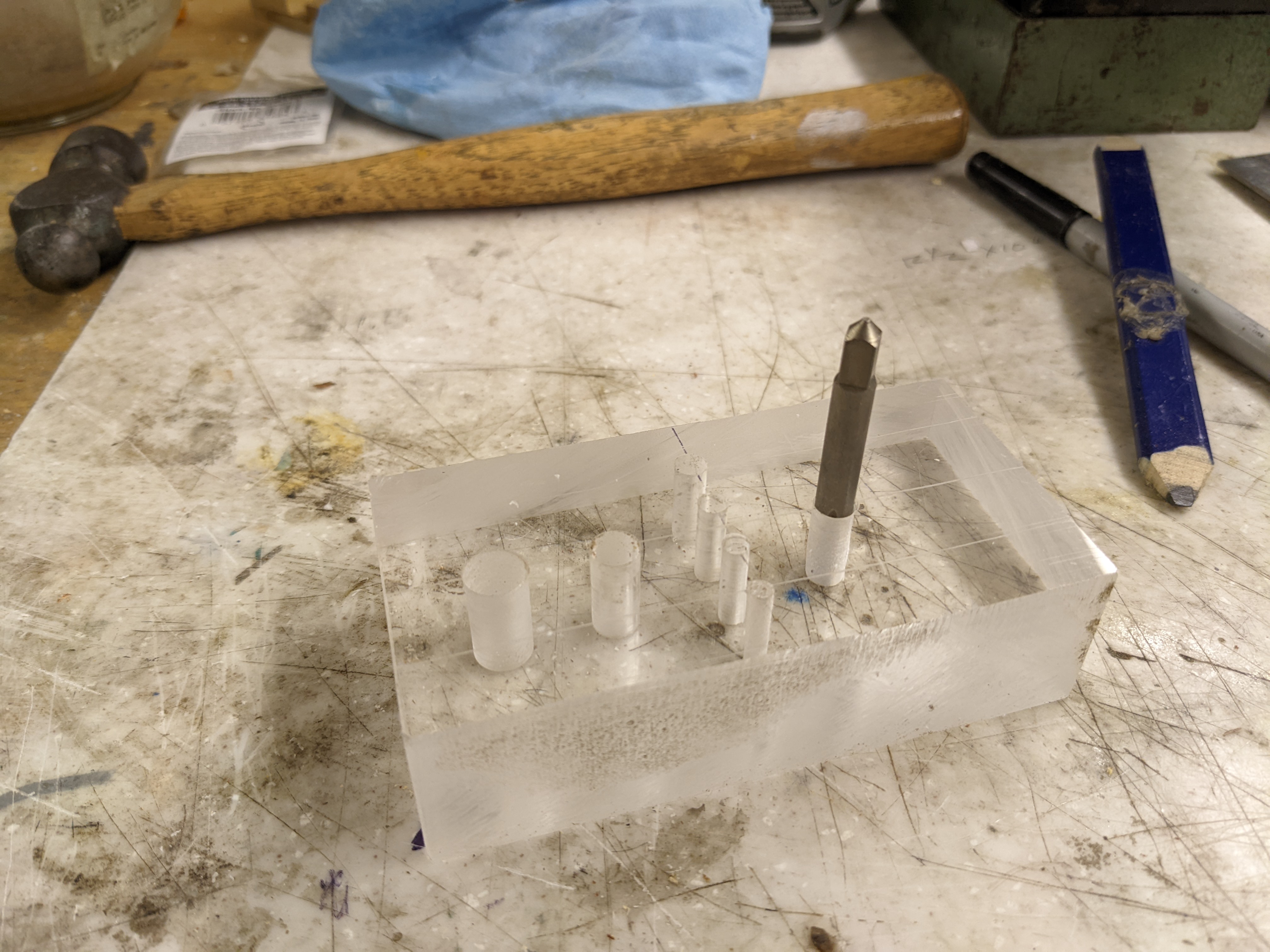
A 1" thick acrylic block with precisely drilled holes that closely fit the taps shaft (not the taps threaded section). One for each size tap I use. I chose the acrylic block because I had one in the plastics bin and I knew it was flat and would wear pretty well. I think it needs to be at least an inch thick.
After carefully matching numbered drills to my taps I proceeded to drill “straight” holes into the block using the drill press, one for each tap shaft size. Some of the smaller sizes (#4,6,8) all use the same tap shaft size. Seven holes were enough to cover my most used taps. I have room to add more if needed.
Use:
The hole to be tapped is drilled and then the acrylic block with the tap inserted in the correct size hole is layed on the surface over the hole. Press the block down on the surface then hand tap the hole as normal. It cuts like butter with much less force. No stripping in acrylic.
So, did the tap guide solve all your stripped holes problems or is this stating your problems were all about getting it straight, “It cuts like butter with much less force. No stripping in acrylic.” ?
Yes it did. When tap starts cutting threads at an angle the force eventually causes the tap to turn but not cut stripping the threads. Especially at the entry.
I watched that video and that is one of the ah ha generators.
This was why I made the 3d printed alignment jig blocks for tapping all the different v-slot extrusion holes — by using a jig I was able to consistently tap good holes with a spiral tap that ejects the chips out the top. Hugely helpful! I’m a big fan of tapping guides. And making them in acrylic means you can see what you are doing; seems worthwhile for more than just tapping into acrylic.
So straighten me out here…
The holes in your acrylic guide are slightly bigger than the tap threads?
Why not use a drill with a dummy press/guide?
And how thick is your Acrylic guide?
The shaft of many of my smaller taps are the same size. Meaning that the shaft on a #8 is the same size as a #4 tap. The lower part of the shaft is machined down to match the size of tap. This upper part of the shaft is what I size the blocks hole for.
I served my apprenticeship as a Toolmaker and after I snapped off my first 1/4" BSW tap in 1971 in a job and had to have it “Spark Eroded”, my boss had me make up a tapping block out of steel with a few common sizes in it. I still have that block today but I can’t recall the last time it was used as I was so careful and still am to ensure the tap is straight right from the start and the correct size drill is used.
I learned my lesson a long time ago while tapping 256 threads into aluminum and using the wrong lubricant. The company had to remake an expensive part all over again!
I’m an Automatic door technician, I get 1/4" from the lumber doors in Home Depot when they change them out or replace them, but my experience with working Acrylic is very little. I have found that it cuts better with a jigsaw than a table saw. My hobby time is limited to about five hours a weekend…
I think these are so cool though.