New to lasers but experienced 3d printer enthusiast. I’ve fitted a DLC32 with limit switches to my new S9.
The issue is that it will home to the front left but will crash into either stop switch it reaches first and continues to run the motor for a few seconds, eventually throwing up ‘ALARM:1 Hard limit triggered.’
Wiring to the switches has been treble checked and is OK for continuity and are OK for matching the wiring diagram. (The x axis also runs in reverse on the screen to lightburn although y is OK).
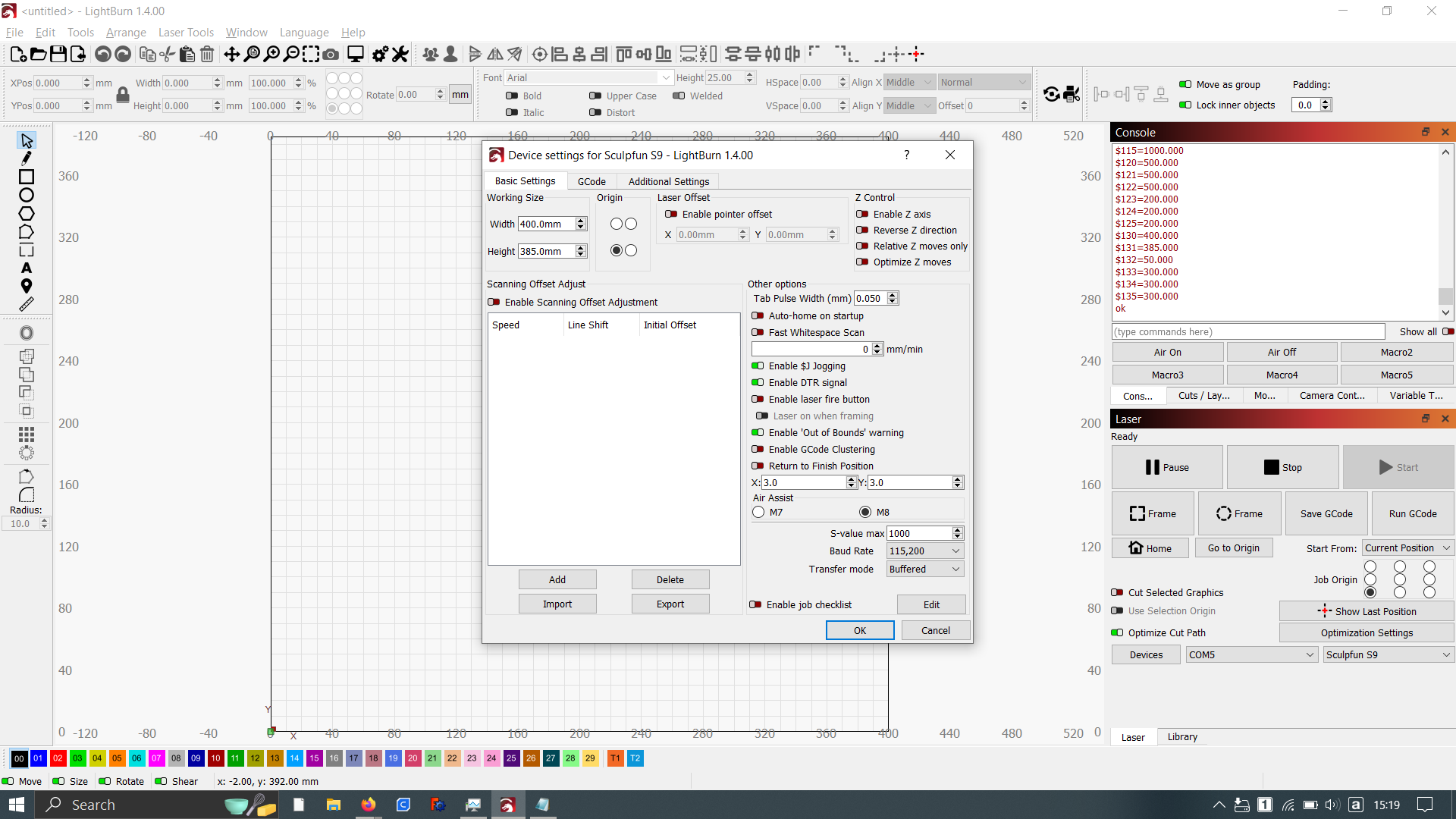
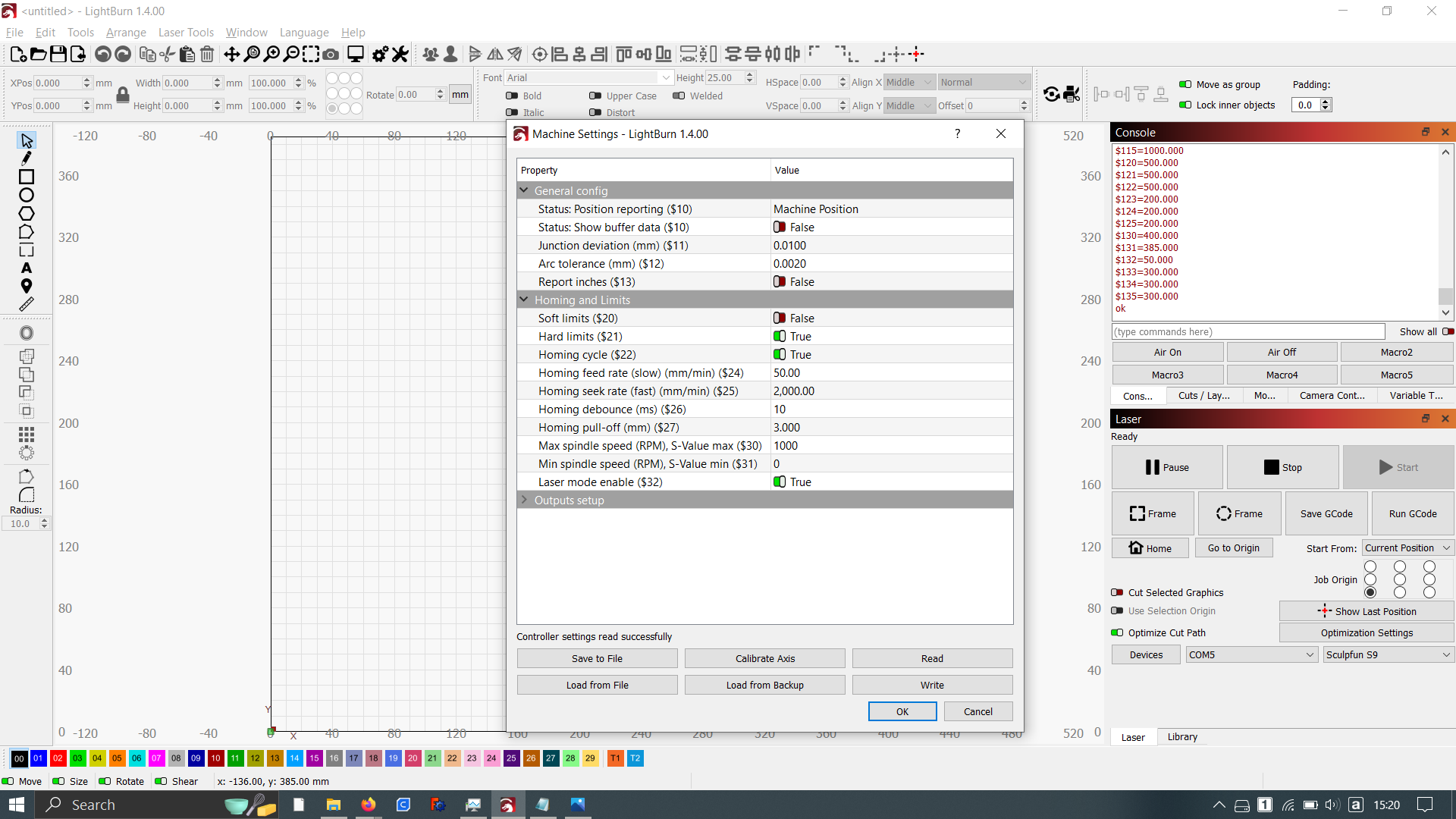
Enclosed are a couple of screenshots below of the current configuration and a listing via the command line. I’ve tried whatever I can to resolve this to no avail, so any advice is gratefully received.
I also have mains air assist pump I want to control via lightburn. I’ve looked to use the (manual recommended) S12C interface feeding a step-up convertor to a 12v relay that will turn on and off the mains supply. Despite looking across the web I can’t find which pins to use to send a 5v signal to the relay. I’ve metered the connections across the S/G/5v and the max output seems to be around 3.3v, which isn’t being controlled by a M8/M9 command- just being constant. Which pins do I use and what to I do within any grbl settings?
Many thanks!
$i
[VER:1.1h.2020062101:]
[OPT:MPHSW]
[MSG:Using machine:MKS DLC32]
[MSG:Mode=STA:******
?
<Idle|MPos:0.000,0.000,0.000|FS:0,0|Pn:P|WCO:-400.000,-385.000,0.000>
ok
$s
$Sta/SSID=*****
$Sta/Password=******
$Sta/IPMode=DHCP
$Sta/IP=0.0.0.0
$Sta/Gateway=0.0.0.0
$Sta/Netmask=0.0.0.0
$AP/SSID=MKS_DLC_CS
$AP/Password=******
$AP/IP=192.168.4.1
$AP/Channel=1
$System/Hostname=grblesp
$Http/Enable=ON
$Http/Port=80
$Telnet/Enable=ON
$Telnet/Port=8080
$Radio/Mode=STA
$Message/Level=Info
$User/Macro0=
$User/Macro1=
$User/Macro2=
$User/Macro3=
$Homing/Cycle0=XY
$Homing/Cycle1=
$Homing/Cycle2=
$Homing/Cycle3=
$Homing/Cycle4=
$Homing/Cycle5=
$Report/StallGuard=
$Stepper/Enable/Delay=0
$Stepper/Direction/Delay=0
$Stepper/Pulse=10
$Stepper/IdleTime=25
$Stepper/StepInvert=X
$Stepper/DirInvert=
$Stepper/EnableInvert=Off
$Limits/Invert=On
$Probe/Invert=Off
$Report/Status=1
$GCode/JunctionDeviation=0.010
$GCode/ArcTolerance=0.002
$Report/Inches=Off
$Firmware/Build=
$Limits/Soft=Off
$Limits/Hard=On
$Homing/Enable=On
$Homing/DirInvert=XY
$Homing/Squared=
$Homing/Feed=50.000
$Homing/Seek=2000.000
$Homing/Debounce=10.000
$Homing/Pulloff=3.000
$Spindle/PWM/Frequency=1000.000
$GCode/MaxS=1000.000
$GCode/MinS=0.000
$Laser/FullPower=1000
$GCode/LaserMode=On
$GCode/Line1=
$GCode/Line0=
$Spindle/Enable/Invert=Off
$Spindle/Enable/OffWithSpeed=Off
$Coolant/Delay/TurnOn=1.000
$Spindle/Delay/SpinDown=0.000
$Spindle/Delay/SpinUp=0.000
$Spindle/PWM/Invert=Off
$Spindle/PWM/Off=0.000
$Spindle/PWM/Min=0.000
$Spindle/PWM/Max=1000.000
$Spindle/Type=LASER
$beep_status=Off
$Language=1
$X/StepsPerMm=67.876
$Y/StepsPerMm=67.876
$Z/StepsPerMm=80.000
$A/StepsPerMm=100.000
$B/StepsPerMm=100.000
$C/StepsPerMm=100.000
$X/MaxRate=6000.000
$Y/MaxRate=6000.000
$Z/MaxRate=6000.000
$A/MaxRate=1000.000
$B/MaxRate=1000.000
$C/MaxRate=1000.000
$X/Acceleration=500.000
$Y/Acceleration=500.000
$Z/Acceleration=500.000
$A/Acceleration=200.000
$B/Acceleration=200.000
$C/Acceleration=200.000
$X/Home/Mpos=0.000
$Y/Home/Mpos=0.000
$Z/Home/Mpos=0.000
$A/Home/Mpos=0.000
$B/Home/Mpos=0.000
$C/Home/Mpos=0.000
$X/MaxTravel=400.000
$Y/MaxTravel=385.000
$Z/MaxTravel=50.000
$A/MaxTravel=300.000
$B/MaxTravel=300.000
$C/MaxTravel=300.000
$X/Current/Run=0.250
$Y/Current/Run=0.250
$Z/Current/Run=0.250
$A/Current/Run=0.250
$B/Current/Run=0.250
$C/Current/Run=0.250
$X/Current/Hold=0.125
$Y/Current/Hold=0.125
$Z/Current/Hold=0.125
$A/Current/Hold=0.125
$B/Current/Hold=0.125
$C/Current/Hold=0.125
$X/Microsteps=16
$Y/Microsteps=16
$Z/Microsteps=16
$A/Microsteps=16
$B/Microsteps=16
$C/Microsteps=16
$X/StallGuard=16
$Y/StallGuard=16
$Z/StallGuard=16
$A/StallGuard=16
$B/StallGuard=16
$C/StallGuard=16
$Errors/Verbose=Off
ok