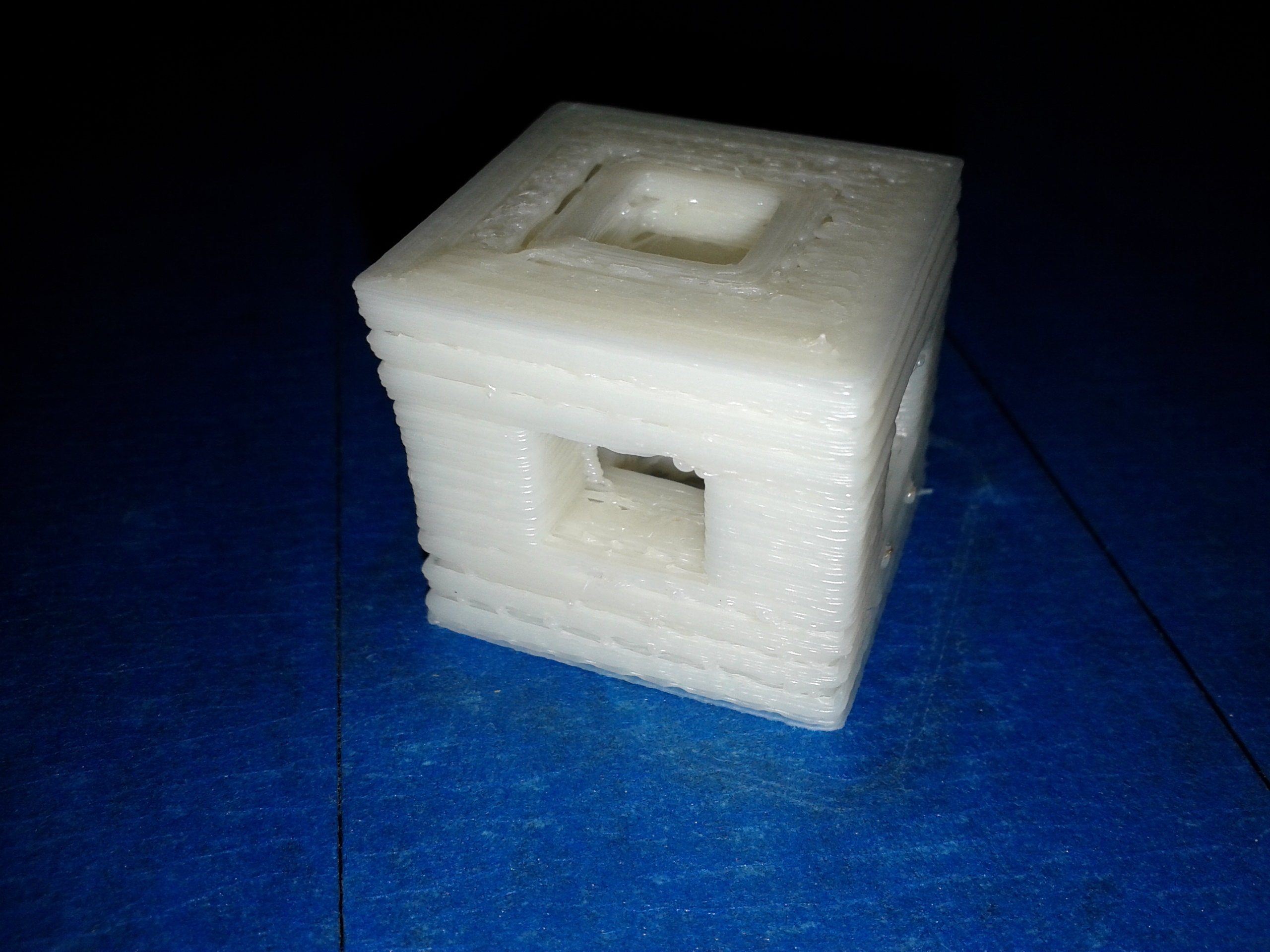
Pulled the first print off my Rostock MAX last night, using the settings recommended in the configuration guide. At least the scale seems consistent across the three axes (I did have to change the feed rates for the axes, but I did that during the initial calibration phase).
There are still a few trouble spots I need to diagnose:
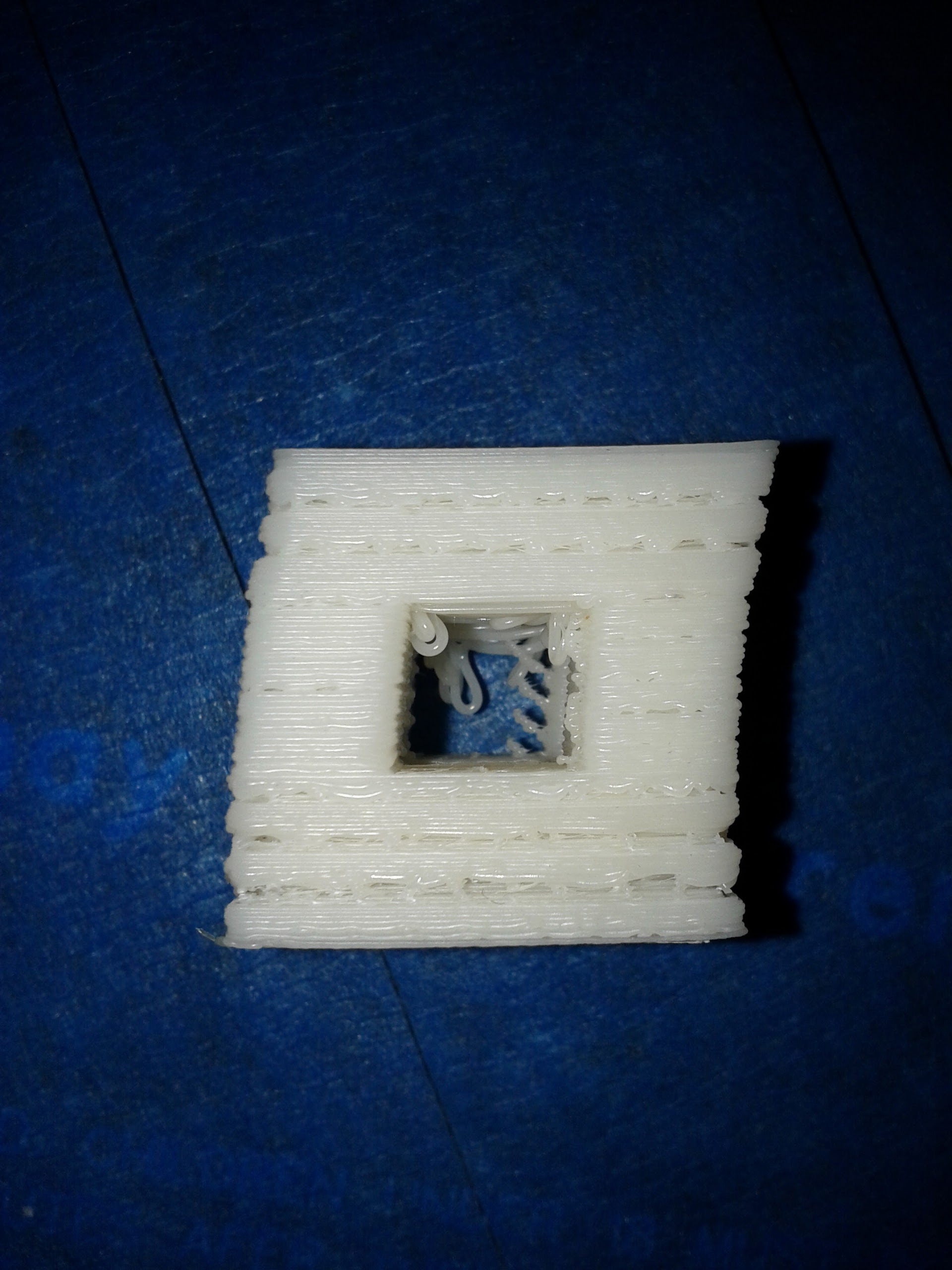
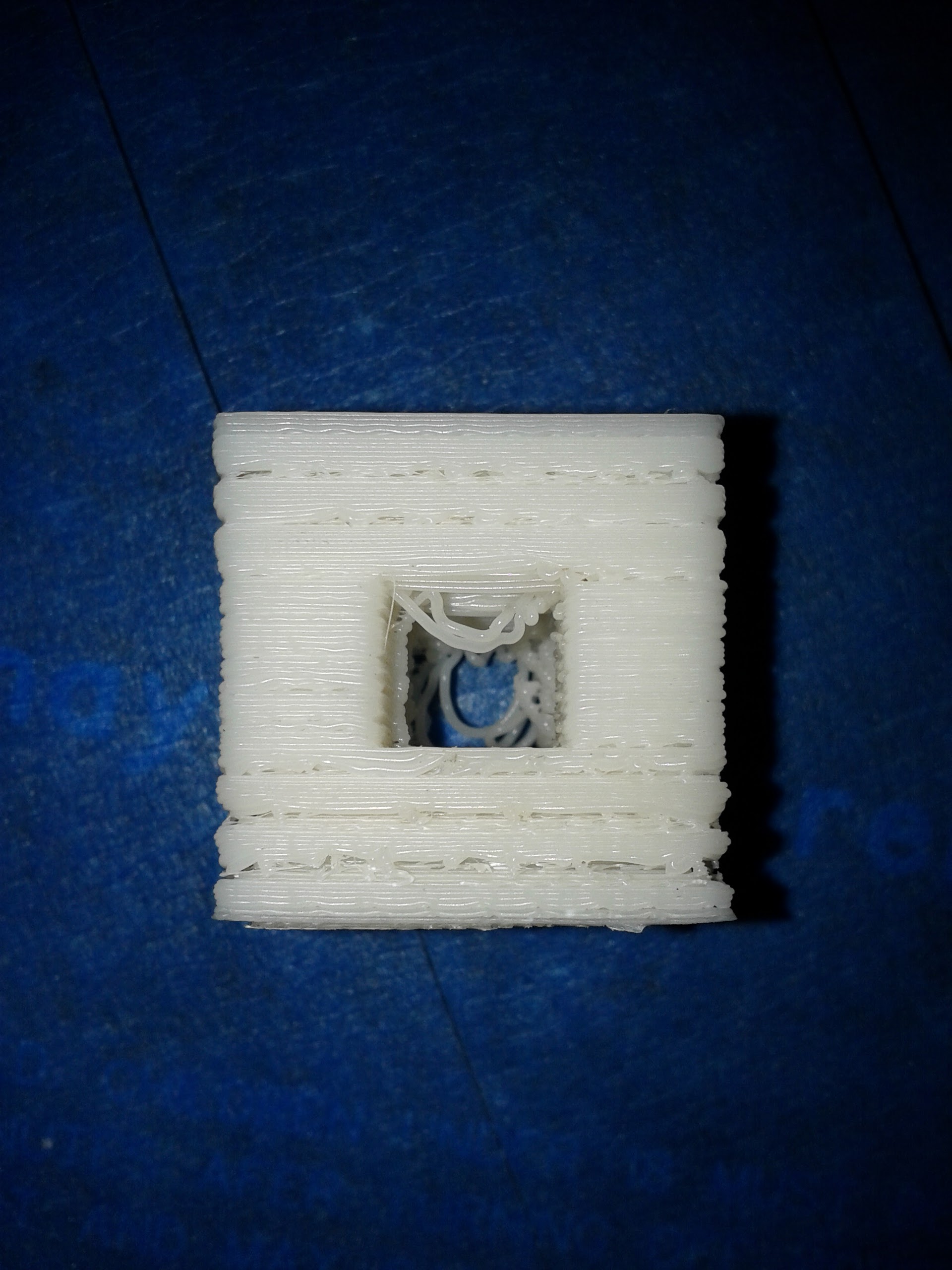
Initial layer adhesion was poor. I’m going to try bumping up the bed temp (currently 55C), and maybe lightly sanding the tape to provide a rougher surface.
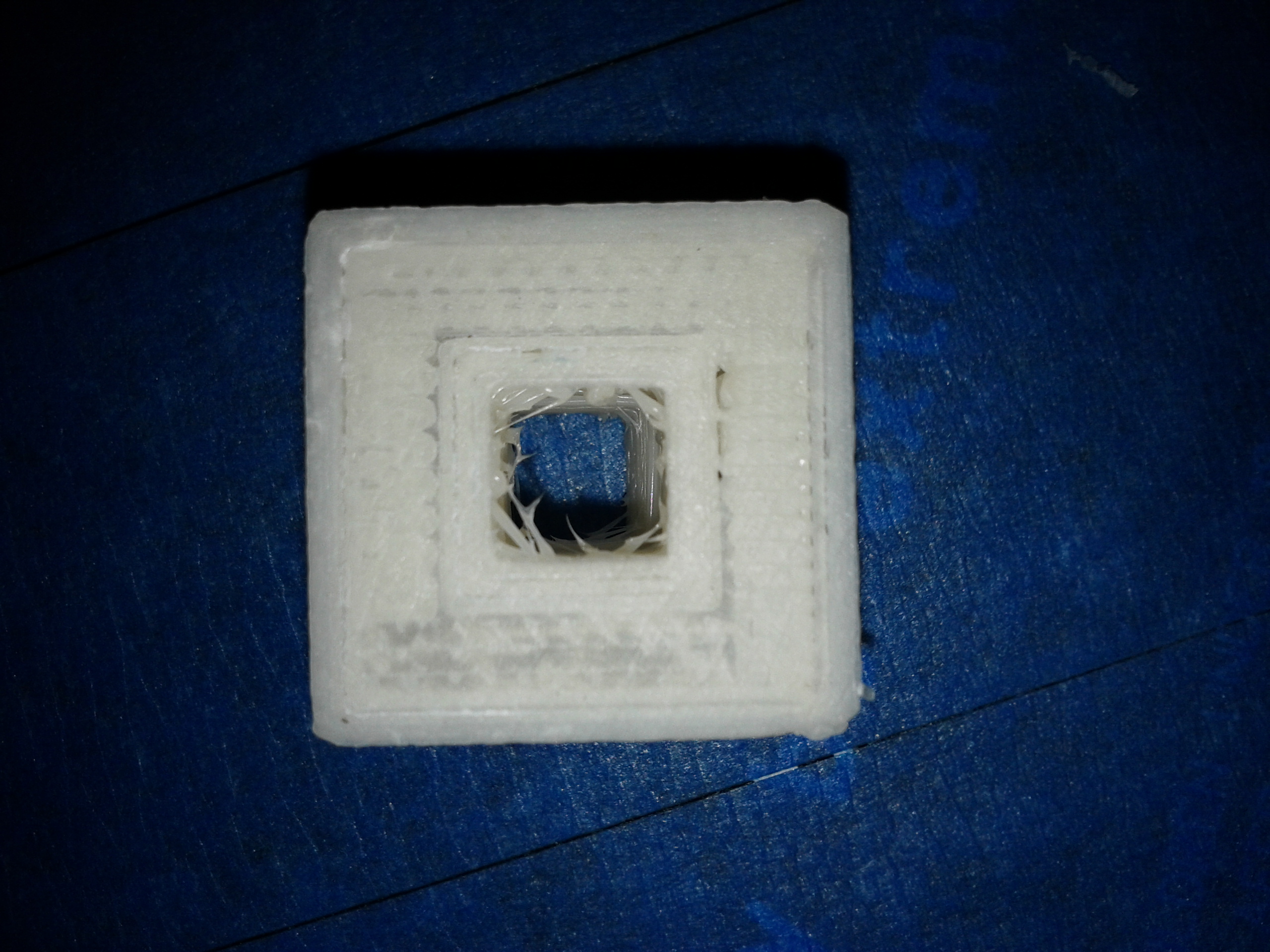
The gaps in the upper layer makes me think it’s a bit filament-starved; going to try turning down the filament diameter a little.
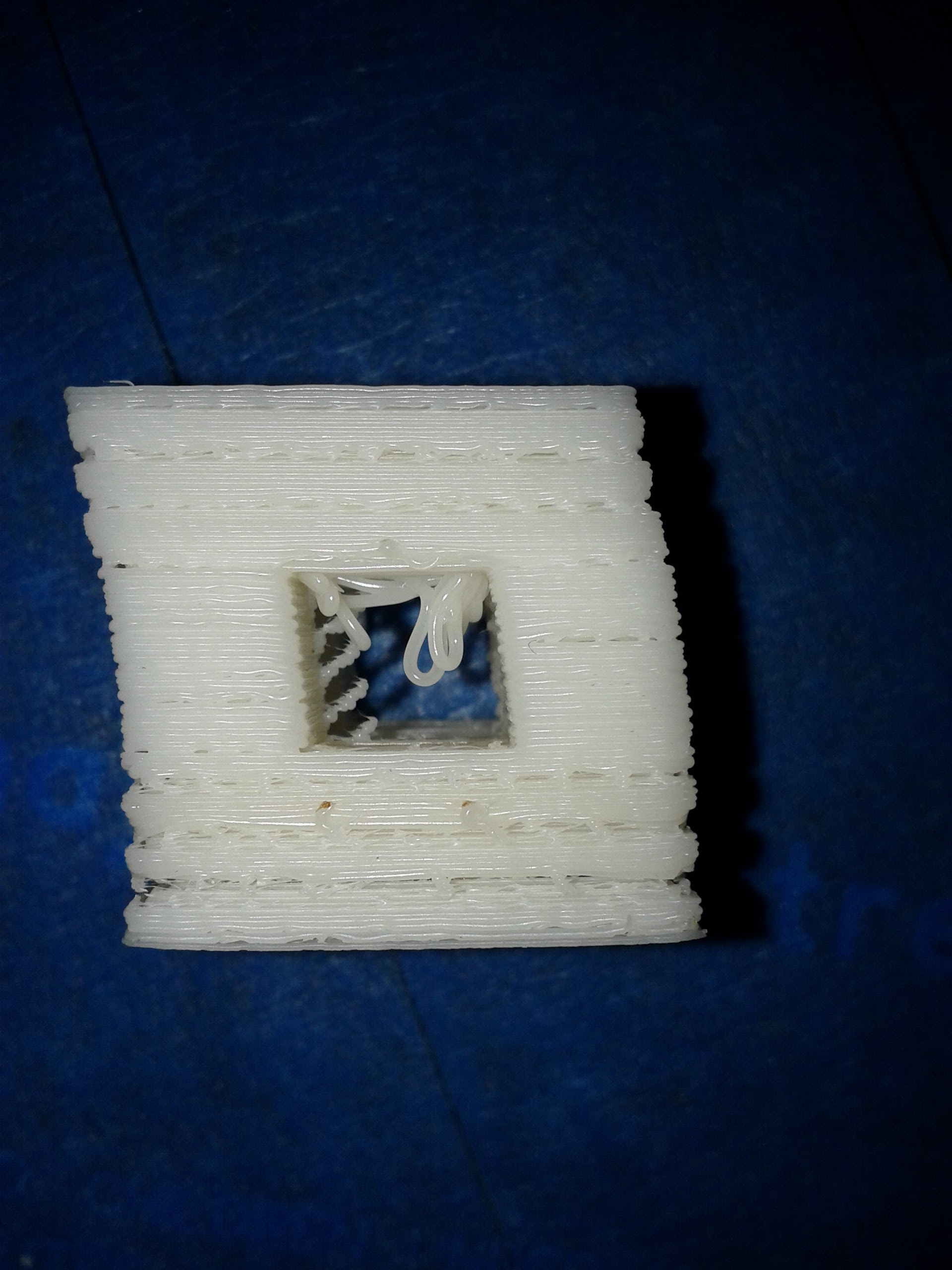
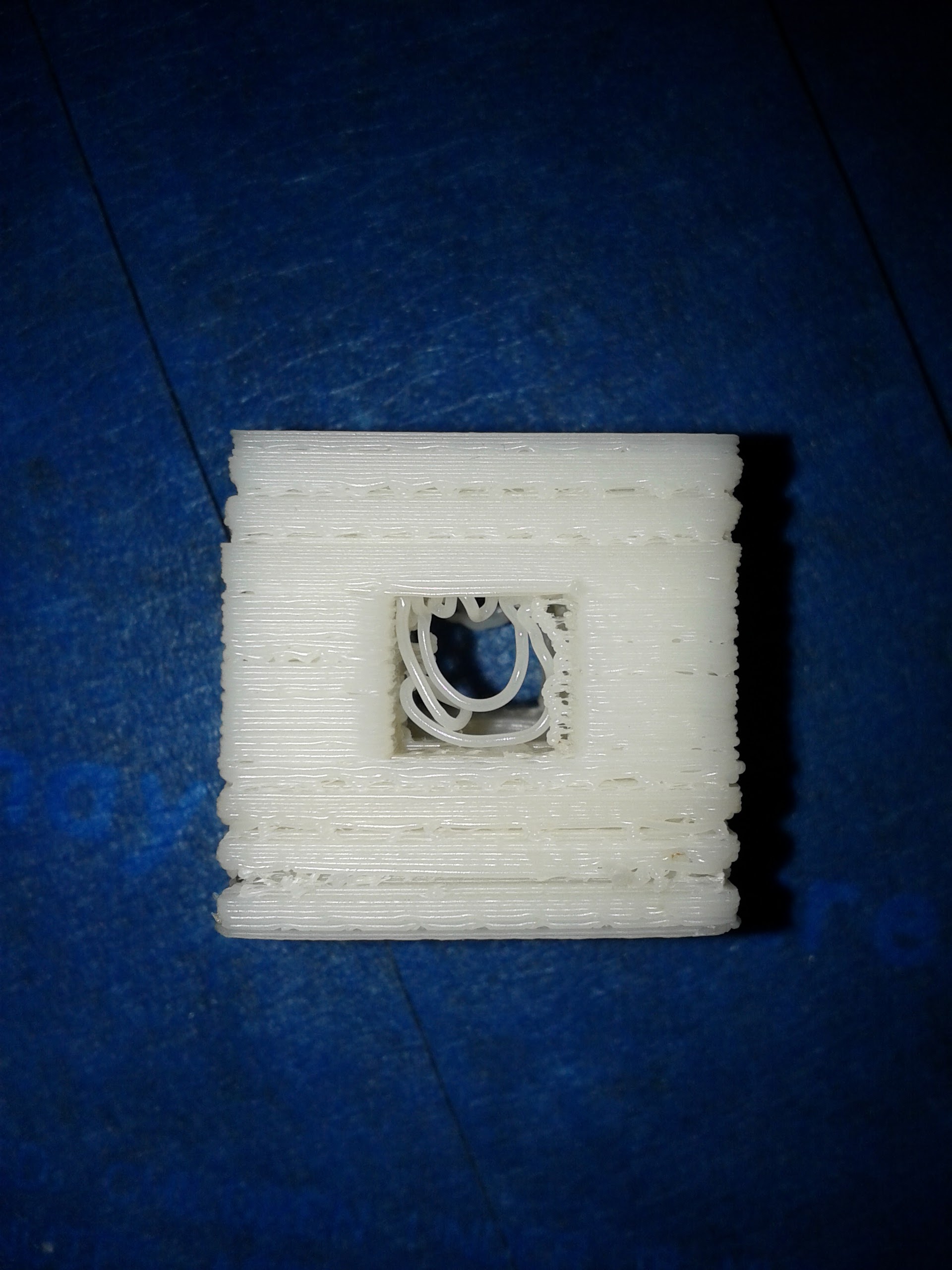
It looks like it’s missing perimeters on some layers - any ideas what I should do for this? I’m running Repetier-Host 0.85b with Slic3r
The sides aren’t even close to vertical; the primary curve is away from the Z tower, with a slight curve towards the X tower. The only idea I’ve got for this one is to double-check my belt and bearing tensions…
I’ve noticed with Repetier host the one your using as am I, I don’t quite get perfect infill anymore quite so with the last layer ware it’s supposed to close everything off. The infill looks like it just did a line on some of the enclosed straight parts.
I was also getting a little split here and there and though it might be a z height issue, but Ill have to check into the diameter of the filament and average the consistency of the diameter more.
Other than that I would, like you said check your belts and tensioners make sure there tight but not to tight. I’ve never had a delta system before so any information I could give you would be pure guess worked basses off my experience with a Prusa Mendel i2.
You might also try an earlier version of Repetier host and see if it gives you different results.
BAd adheasion - nozzle temp too low?
gaps in top layers, - most likely belt tension. When mine were too tight it missed the perimiters by about .25 mm on one side.
layer offsets generally are related to belt tension / motor current tuning. As you get closer to them being tuned it will stair case. As you get farther away it will seem to randomly miss one , because it misses two and corrects. As it get closer to right I noticed it started stair stepping one direction. Loosening the belt did it at that point.
Make sure your extruder is properly driving filament. You’d be surprised how tight that idler has to be sometimes. If filament is slipping, it can cause a lot of this. Also depending on the print material, some materials can warp and you can see things like a curve on 1 edge where the part is catching a draft. If it’s PLA; it likes fanning, but ABS tends to show this effect when there are drafts.