Today’s job was to fix up the platen.
It came with something soft and graphite-coated attached to the platen. A soft substrate won’t let me cut precisely, which was why I ordered the ceramic glass platen. Why does one want ceramic glass for this?
Neoceram and Pyroceram are similar glass products that have a very low coefficient of thermal expansion. Regular plate soda glass has a coefficient of thermal expansion of 9 µm/m/°C but Pyroceram’s is 0.3 µm/m/°C — 30 times less. This means that it doesn’t bow and break due to a temperature differential between the sides like regular glass would. It’s why it’s used in fireplaces. Additionally, it is very strong and does not tend to shatter; this was the first thing that was noticed (it bounced!) when it was accidentally discovered.
Sanding things heats up the platen a lot, and plate glass used for a platen will shatter. Machinists have reported over a decade of use of a single Pyroceram platen liner. These are typically attached with something a bit flexible; some use double-sided carpet tape, others use RTV silicone. Some use high-temperature epoxy. I chose high-temperature RTV silicone; the same stuff I use for sealing the bed heater edges on my 3D printers.
The provided graphite coating was soft, and the adhesive was perished, so it peeled away with almost no effort, revealing significant rust.

It took several skim passes with the face mill before I had a good surface.


Because this was still coated in mill scale, I used regular inserts instead of polished inserts. This didn’t leave as smooth a surface, but that’s probably better for an adhesive holding on to it anyway.
I could have just polished it, since silicone would fill the gaps and make it all smooth, but what’s the point of having a face mill if I don’t use it?
Then I cut a 3/4" x 2" by 4.5mm safety shelf. (The Pyroceram is 5mm thick and the safety shelf should be slightly thinner.) Here it is mocked up before I cut the 1" down to 3/4"
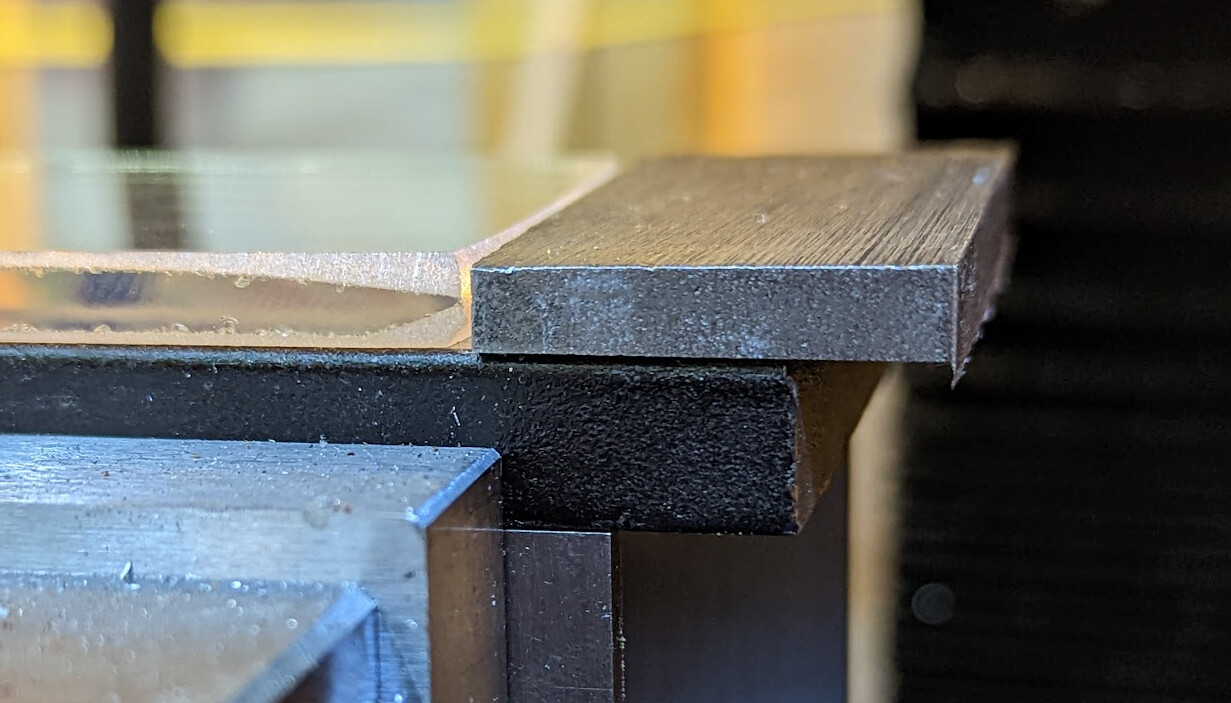
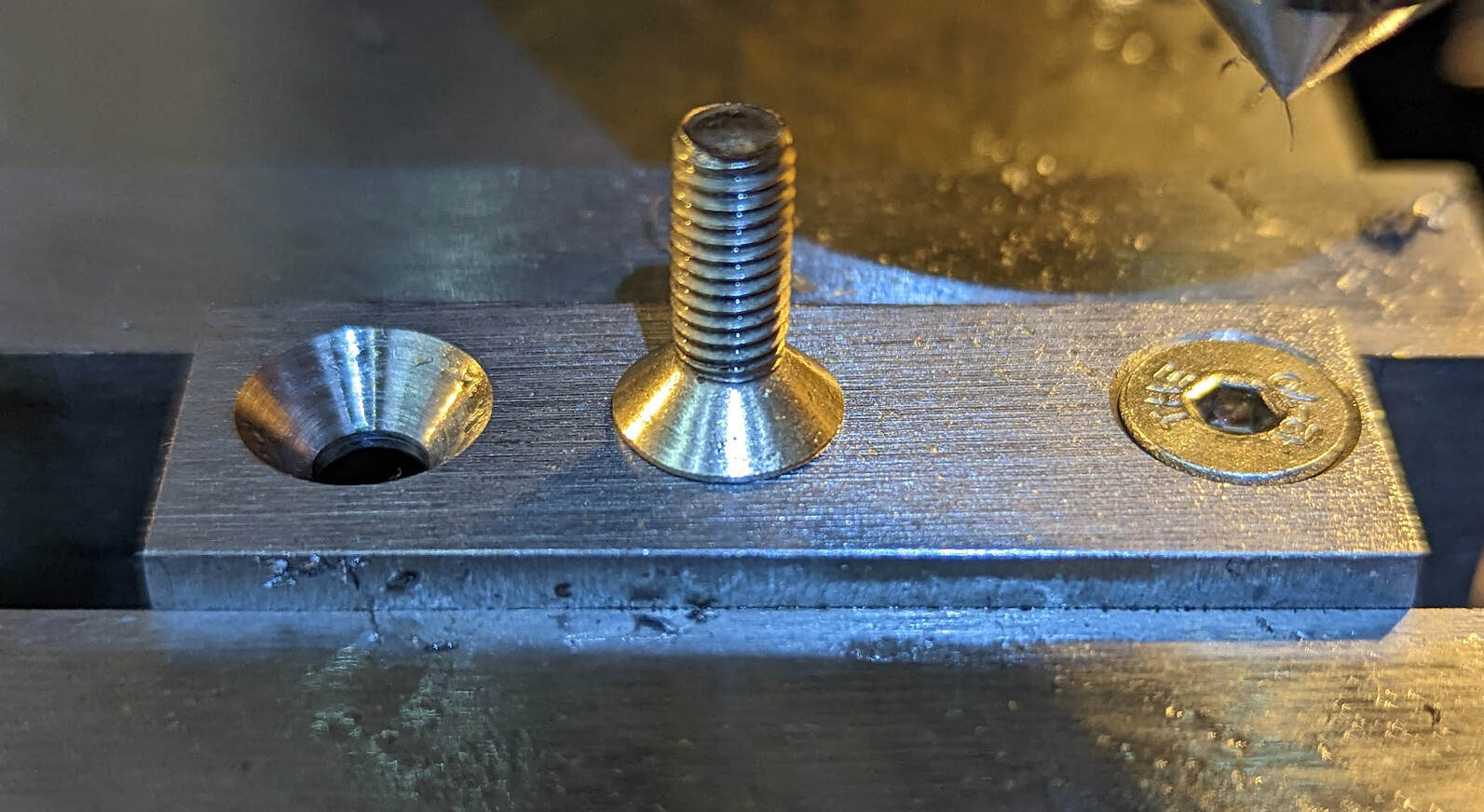
I clamped the shelf to the bare platen, drilled and tapped M5, then drilled 5mm clearance and countersunk holes for two M5 FSC (Flat Socket Countersunk) screws in the shelf, making sure that the head was slightly recessed:
Here’s the dry assembly with the shelf in place:

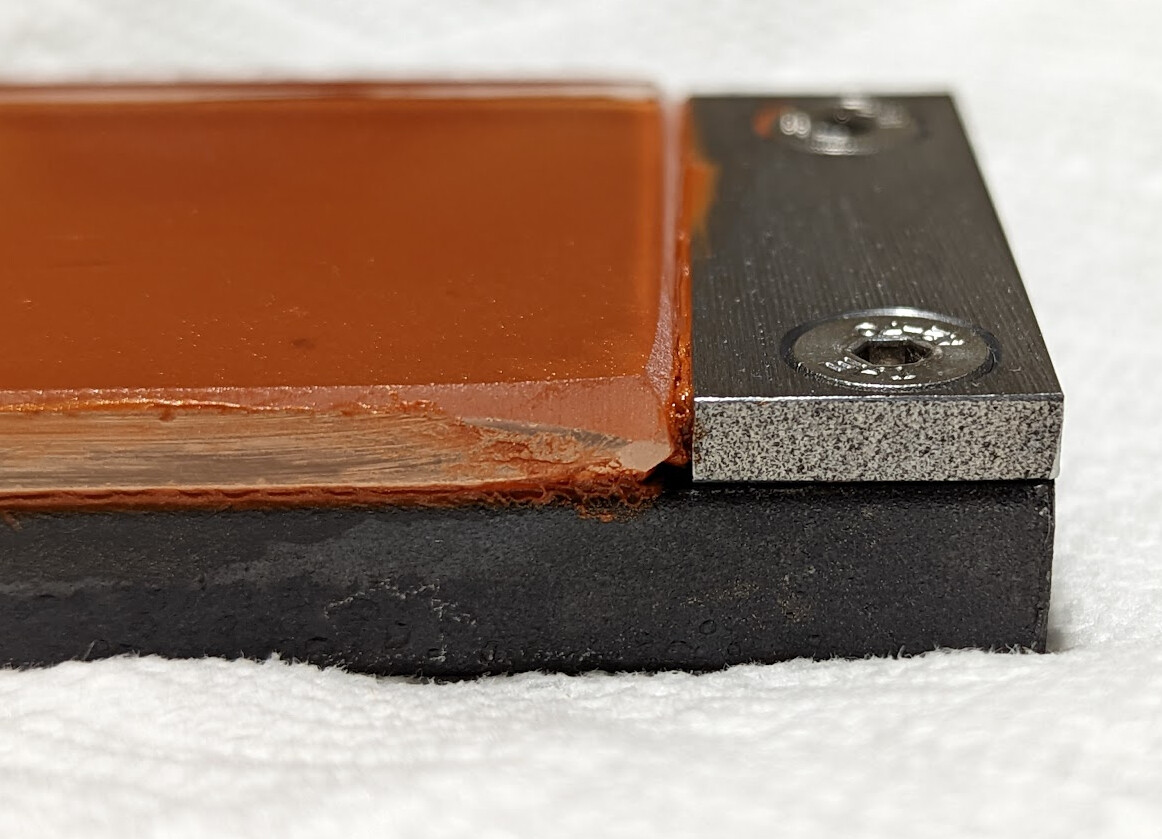
I then cleaned the glass and metal thoroughly with isopropyl alcohol, spread a thick bead of silcone on the metal, and pressed the glass down. I had to wiggle the glass back and forth until there were no air bubbles in place, but eventually I got there. This pushed some silicone between the glass and the shelf, which I think is a good idea; I intentionally left it there.

The silicone added to the size of the step between the glass and the shelf:
In retrospect, maybe I should have blued the shelf to match the platen, but honestly it’s not that important. I keep my shop dry, so it shouldn’t rust.
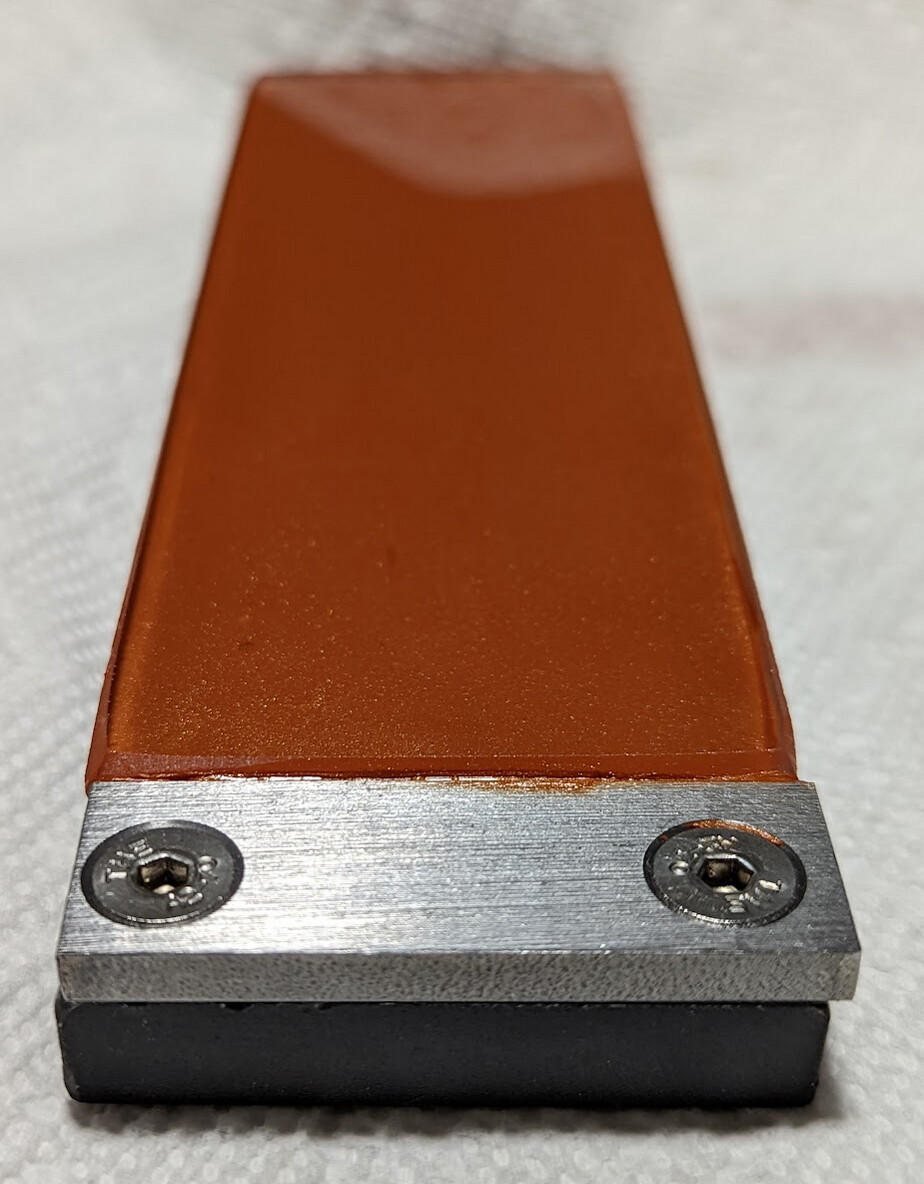
The asymmetry is because the 2" shelf is slightly wider than the platen and I decided not to bother to trim it off. The holes are symmetrical in the underlying platen, but one side of the shelf is aligned with the platen and the other sticks out.
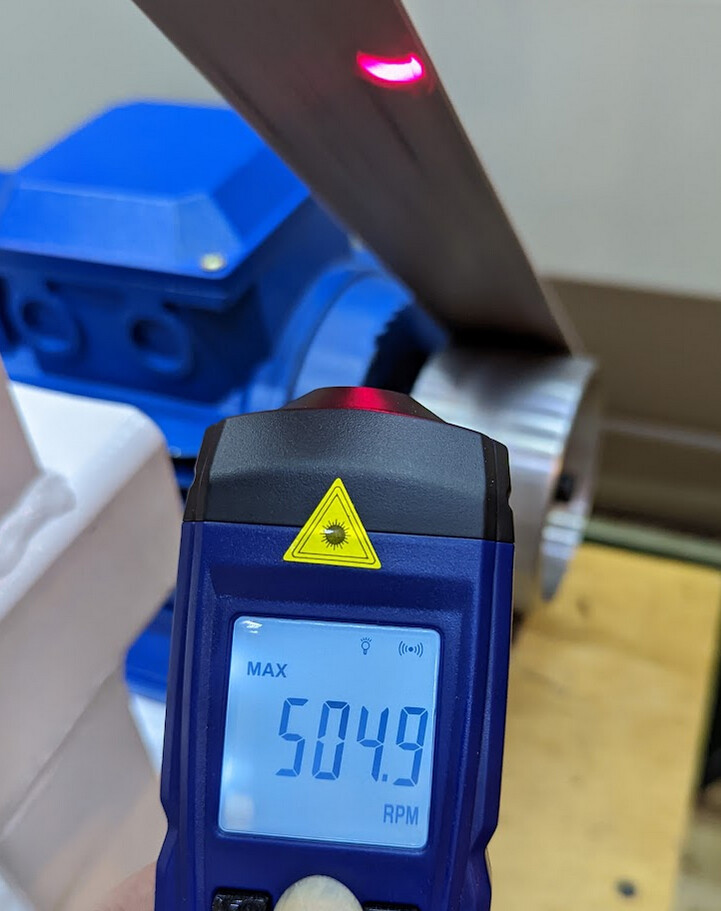
Tomorrow or the next day, after the silicone has cured, it will be ready to go back on the grinder. USPS currently expect to deliver the 4" drive wheel tomorrow, and I’ll get that mounted first. I currently expect that 72" belts will fit without any other adjustments with the 4" drive wheel mounted. ![]()