I’ve been vaguely acknowledging the need to get my shop drawers and surfaces in order. Cutting shapes in high-density foam is a classic, but I keep buying new tools that I didn’t previously think about, and cutting out a foam holder for my most accessible drawer — where I need this the most — doesn’t feel good.
I recently stumbled on the in3d Freegrid system. 50mm by 50mm unit spacing, optional magnet attachment, 3D printed, generated in FreeCAD with macros so that your mind is the limit for adding new modules on top of a general grid. It’s very new so it doesn’t have much in the way of documentation yet but I’ve already helped a little bit with code and am likely to help with docs as well.
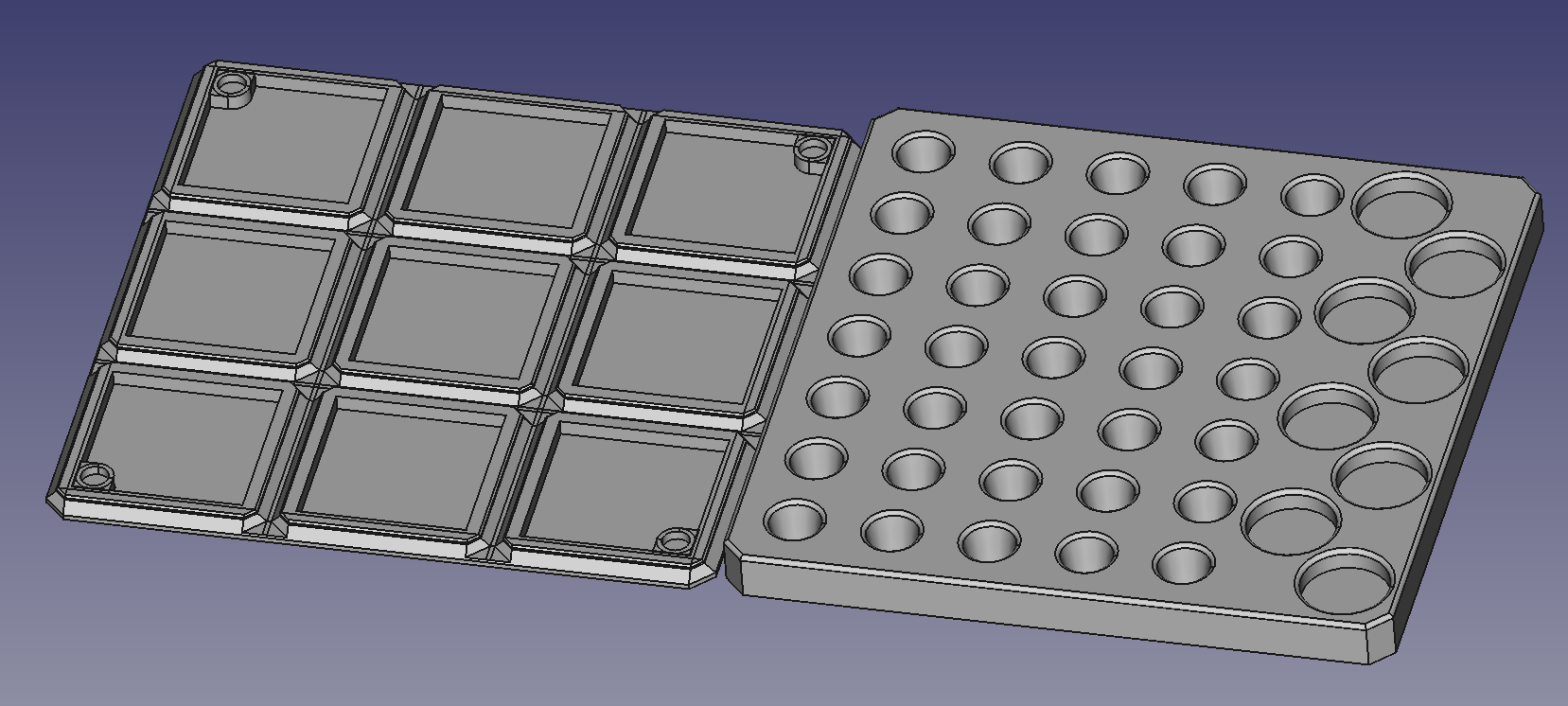
I already had a version of this tray that was 150mm x 160mm, so it wasn’t hard to imagine tweaking it to fit in 150mm x 150mm. I had printed that older tray in PETG, and wrote the collet sizes on the top with sharpie. PETG wicked ink from the sharpie, so I decided to print the new one with PLA to see whether that works better.
I succeeded!

But wow was that a rabbit hole.
Large flat dense objects without an enclosure and with limited bed adhesion warp easily in PLA. Waking up to this was a disappointment:

After several experiments, I determined that overhangs were curling up (regardless of cooling or speed I printed them at), and that “external perimeters first” avoided most of that curling and led to an almost successful part.
There’s no way that magnets in that lifted corner are going to snap into place in a grid. ![]()

Ultimately, I ended up cutting it in half and printing the cut halves on the bed for maximum adhesion, and got only a little lifting at the corners, but enough flatness to glue together.
Part of the rabbit hole was switching to the pre-release of Prusa-Slicer and using the Arachne perimeter engine, and another was that Arachne makes a 0.6mm nozzle make sense, so I swapped nozzles, which led to replacing the entire hot end up to but not including the heat sink and doing re-wiring.
And I still don’t know whether the PLA will work better as a writing surface after I sand/iron it.