I just finished building my first DIY CNC. I modeled a simple part and did the CAM on it with Fusion 360.
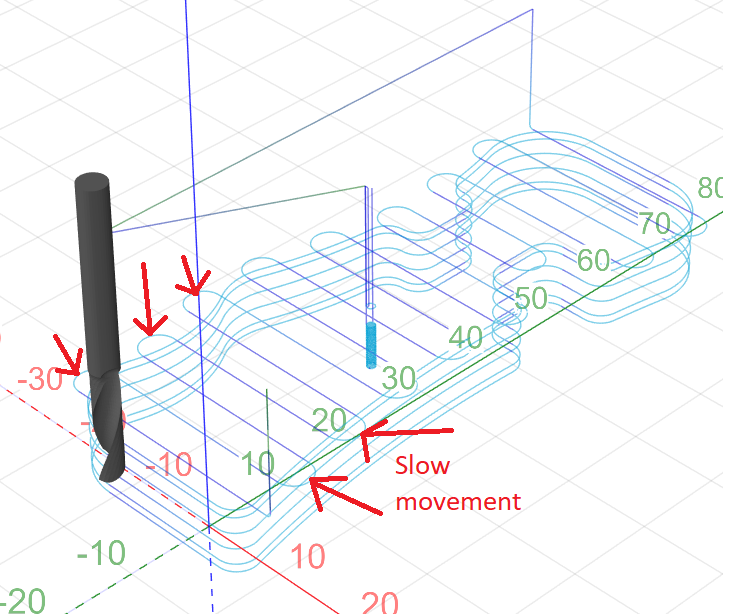
I uploaded the G-code on CNCjs and started the program (after positioning everything). The program seemed to go correctly except when it needed to do arcs between straight movements. Arc movements seemed to be super slow (about 0,1 mm/s). I have tried to increase junction deviation (tried so far 0 and 0.003) and acceleration (20 mm/s^2 and 30mm/s^2) but it doesn’t seem to help. I also have chosen in Fusion 360 “selected configuration” as Smoothie since I use Smoothieboard with recent CNC firmware and config.
Erased due to updated config
Have you tried increasing mm_max_arc_error to see if it has an impact?
I would guess the acceleration is set too low. The code is telling the machine to move around the corners at 2000 mm/min and the acceleration is set to 25 mm/s^2. I checked one of the corners, it had a radius of 2.18 mm. So I think the acceleration around the corner would be 510 mm/s^2 at 2000 mm/min. (check my math)
25 mm/s^2 is a pretty low acceleration for a CNC mill. Although that does not account for 0.1 mm/s speed around the corners. (25mm/s^2 would give about 10 mm/s around the corners)
Your acceleration is incredibly low. I don’t even think any of the devs every try Smoothie with values that low, so it might simply not work ). You definitely should increase it if the machine allows it, or it will indeed slow down a lot in corners. You can also try dividing junction deviation by 100 compared to where you are now, that might help.
You are trying to move at 2000mm/m, that’s 166mm/s off the top of my head, at 2.5mm/s² acceleration, that’s 166/2.5 = 66 seconds to reach full speed. That’s just not normal.
Also please follow the forum rules and post large files ( gcode / config ) using tags so they are folded and users have to unfold them. It’s very disturbing this page is so long because of your copy/pastes.
Tried increasing mm_max_arc_error from 0.05 to 0.5 and it didn’t seem to help much. Increasing acceleration helped but arcs are still super slow. I tried to do arc movement in a cut that had radius of 20 mm and even that was super slow.
Perhaps I should try generate G-code on something else than Fusion 360 if the settings I use there are not fully compatible. Just doing a simple arc should check if the problem still persists.
I seem to also be missing some steps on faster cut movements after setting faster acceleration but that is another issue. I use on Z-axis 57BYGH420-2 stepper and on X-and Y-axis 23HS41-1804S. Getting gearboxes on them should solve the issue. I’ve already set their currents to near maximium.
We have thousands of Smoothie+Fusion users and they haven’t reported issues like this. I really think you simply have your acceleration set too low and jd set too high, I’ve seen it before with other users.
With your current values it takes a minute to accelerate up to speed. That’s just not correct.
Please try setting your acceleration as high as possible, to the point it actually stops working, then try lower and lower values until it starts working again. Doing it the way you are doing now ( starting from the bottom and slowly going up ) isn’t productive.
Note you can use M221 to set acceleration live, no need to edit config and reset, you can just use M221 to change acceleration, test, use M221 again etc.
I tried 0.00003 junction deviation+ 300 mm/s^2 Acceleration and the problem still seems to persist. Straight line segments seem to have this acceleration so it should have been applied correctly.
Isn’t M221 for extruder flow rate? I tried to change acceleration (with M204) during job and while doing manual movements but it didn’t seem to change the value.
Yes, M204 S, sorry.
Increasing “mm_per_arc_segment” from 0 to 0.5 seemed to fix the issue for at least face milling and 2D contours. I can clearly hear each time it does one arc segment and I worry that may cause inaccurate parts. Boreing operation seemed still slow but I haven’t yet been able to verify that it isn’t due to settings in F360.
thanks for the help so far