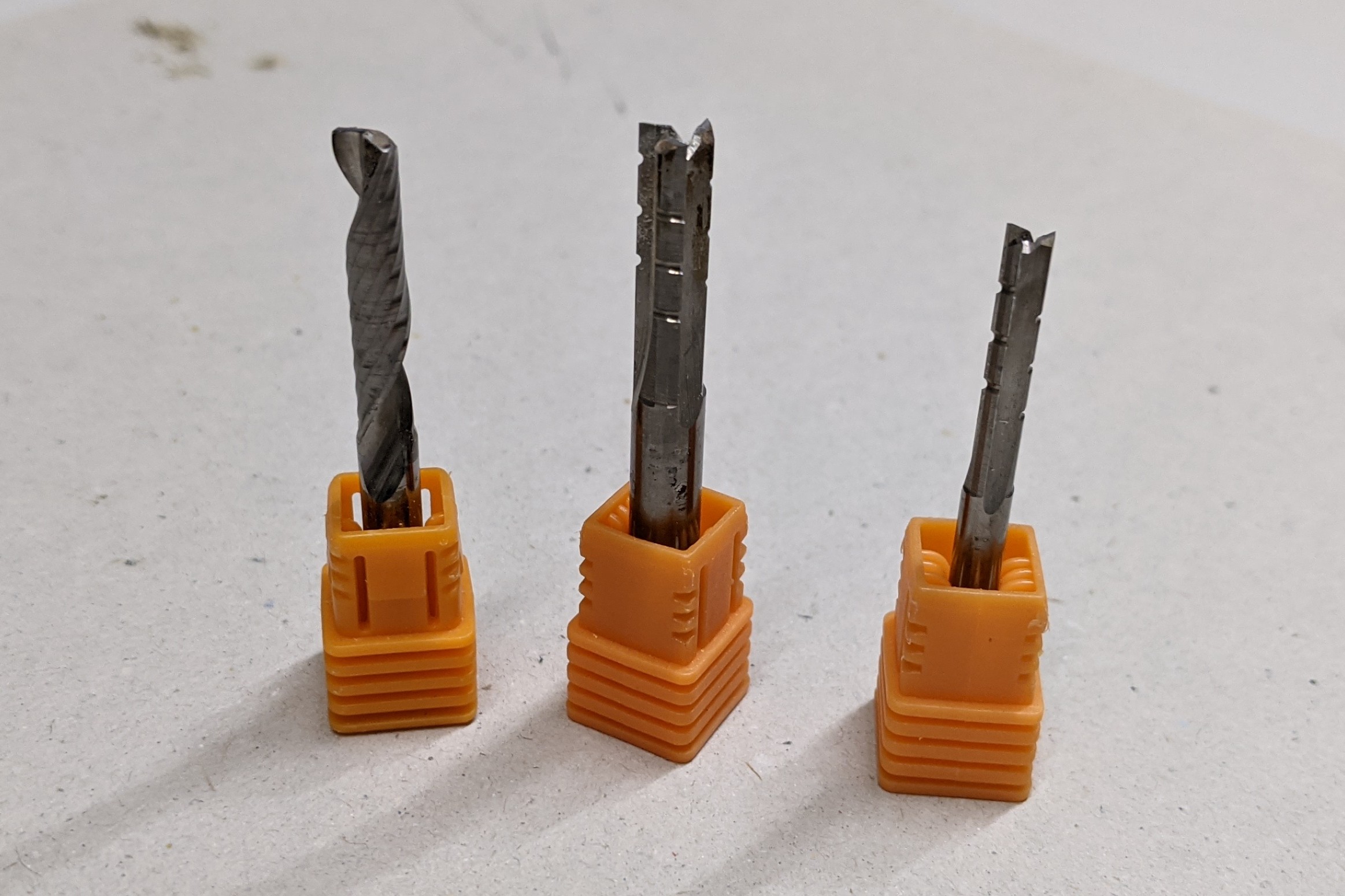
Shortly after I jumped into CNC machining I ordered some single flute mills from Aliexpress (the 5mm one on the left [1]). I’m still happy with the quality of the cuts I can get with them.
Some weeks ago I ordered the two roughing mills on the right (6 and 4mm with three flutes). I started with 6mm bit [2] and got nice results and less noise during the cutting process. It struggles a bit while diving straight into the wood (ramp plunge would definitely help).
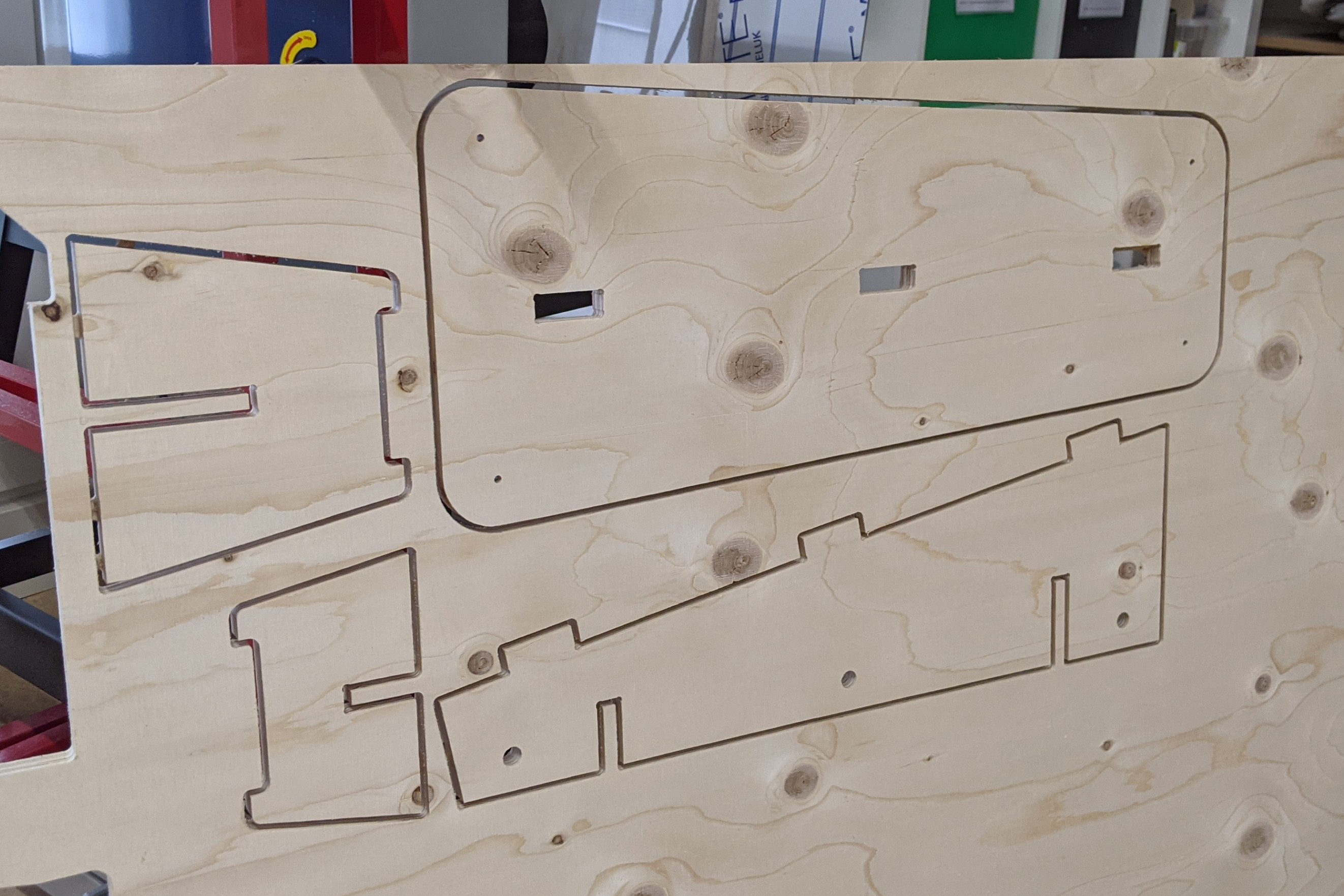
Today I took the 4mm one [3]. I was impressed how easy it cut through the material and diving did not seem to be a problem.
Settings:
Material: Birch plywood 15mm
Mill: dia 4mm; 3 flutes
Spindle Speed 12000 RPM
Pass depth: 4mm (4 cycles to cut trough the sheet)
I tried to order some of these bits through aliexpress, but ran into the relatively common problem of them closing my order without explanation, twice. So I gave up.
Aliexpress is pretty opaque with why orders are closed. But they closed within minutes. I expect I’ll try again at some point. I searched ebay looking for someone who had imported them to the US and was reselling, but didn’t find any.
On my fourth try (with the same credit card) aliexpress reports that payment succeeded. We’ll see if this is still true tomorrow. But hopefully sometime in the next few months I’ll get to try them out.
Mine arrived yesterday and I’m looking forward to trying them out. This weekend possibly depending on whether we have power; we have a winter storm coming and that often induces power loss…
I figure the 4mm mill is about 5/32" so I can go on the high end of 1/8" (4/32") recommendations. That chart suggests .003-.005" chip load for hardwood for a 1/8" mill.
At 15K RPM, .005" chip load would be about 220 IPM or almost 5600 mm/min.
At the 12K RPM you ran, .005" chip load would be 180 IPM or about 4500 mm/min
4000 mm/min would be about 160 IPM which would give 0.005" chip load at 10K RPM, and 3.6 cubic inches / minute if I step down 4mm / pass.
It’s a little scary to think of running 4000 mm/min but now I realize that is only 66mm/sec and I guess the numbers won’t lie. 5 thou isn’t really that much, and if I need to I can speed the spindle up to 24K RPM and get just over 2 thou chip load.
But I’m glad I bought 5 of those mills because I’m still worried I’ll make shards out of at least one before this is done.
I’d really love to hear what feed you used with that speed with the 4mm bit! Thanks!
I ended up testing 4mm DoC, 4000 mm/min, 12K RPM (because 200Hz was easy to set on the VFD) and it worked great until the router drove off in an uncommanded rapid diagonal. It still didn’t snap the mill, which surprised me, but it didn’t cut cleanly at however fast it was going (at least 6000 mm/min).
That’s not the first time this board has glitched, but destroying a block of 18mm baltic birch is probably the most expensive failure I’ve had so far.
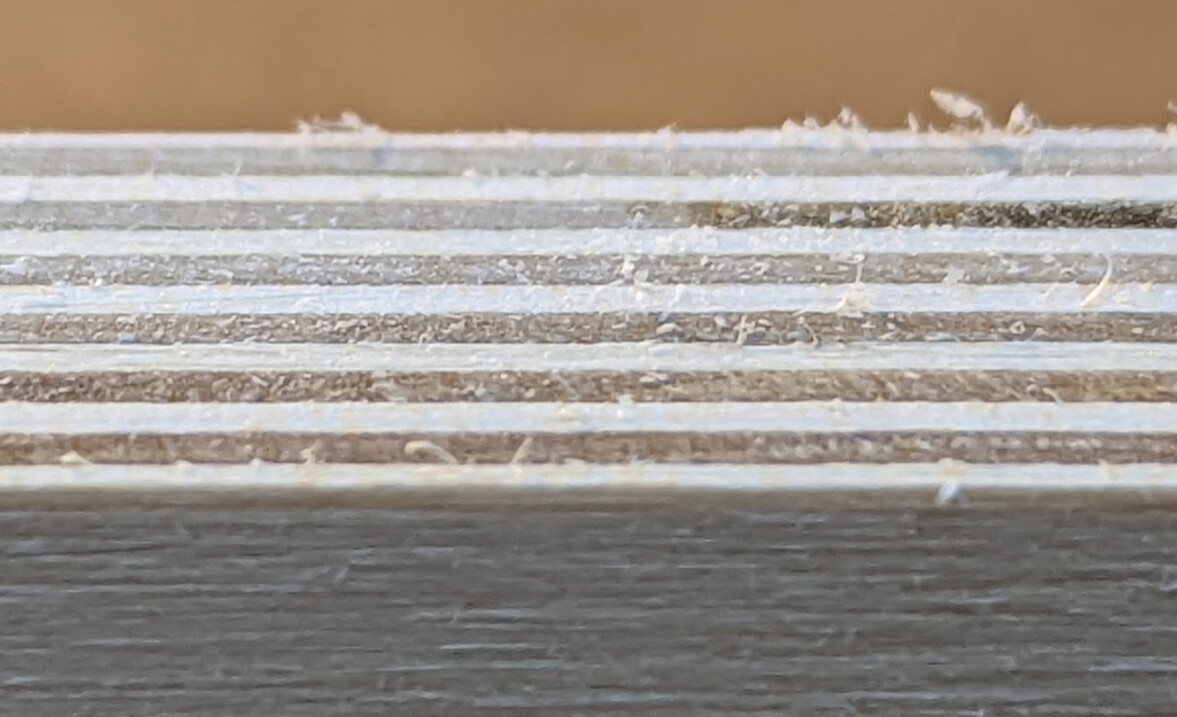
At 4000 mm/min, I saw a relatively decent edge is most places, but a few wobbles like this at small hidden knots (my router isn’t the stiffest available), like this:
I think 4000 mm/min would probably be fine in a stiffer router. But I next tested whether I could get better results in my router by dropping all the way down to 2000 mm/min for my next cuts, and got this edge:
I used these bits with my MaslowCNC. Since my controller is not capable of doing acceleration and various speeds at all, there is just one speed to rule them all: 32ipm or 812mm/min