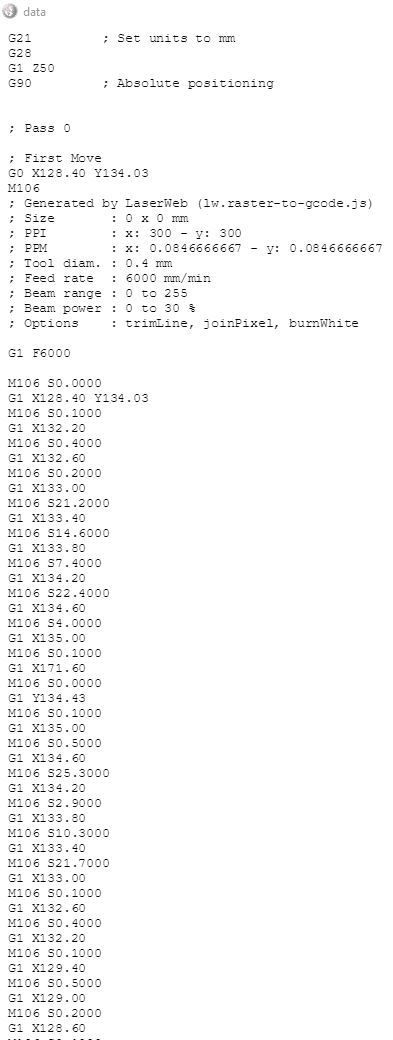
Using LaserWeb 4 I can cut materials just fine, however I can’t raster an image. At the end of each move the G code generates an M106 S0 which turns off the laser and doesn’t turn the laser back on until part way into the next move. It misses the first part of the next line’s engraving. I’ll attach a picture of the gcode below. The laser only works when the driver board is in the TTL position. Do I need to do something to make it work in analog? The output power of the laser does modulate from 0-255 as it’s supposed to. I am new and don’t understand most of this. Any help is appreciated.
Take a look to this info:
Spindle / Laser
//#define SPINDLE_LASER_ENABLE #if ENABLED(SPINDLE_LASER_ENABLE)
#define SPINDLE_LASER_ENABLE_INVERT false // set to “true” if the on/off function is reversed #define SPINDLE_LASER_PWM true // set to true if your controller supports setting the speed/power #define SPINDLE_LASER_PWM_INVERT true // set to “true” if the speed/power goes up when you want it to go slower #define SPINDLE_LASER_POWERUP_DELAY 5000 // delay in milliseconds to allow the spindle/laser to come up to speed/power #define SPINDLE_LASER_POWERDOWN_DELAY 5000 // delay in milliseconds to allow the spindle to stop #define SPINDLE_DIR_CHANGE true // set to true if your spindle controller supports changing spindle direction #define SPINDLE_INVERT_DIR false #define SPINDLE_STOP_ON_DIR_CHANGE true // set to true if Marlin should stop the spindle before changing rotation direction
/**
The M3 & M4 commands use the following equation to convert PWM duty cycle to speed/power
//#define SPEED_POWER_SLOPE 0.3922
//#define SPEED_POWER_INTERCEPT 0
//#define SPEED_POWER_MIN 10
//#define SPEED_POWER_MAX 100 // 0-100% #endif
Enable for Spindle and Laser control. Adds the M3, M4, and M5 commands to turn the spindle/laser on and off, and to set spindle speed, spindle direction, and laser power.
SuperPid is a router/spindle speed controller used in the CNC milling community. Marlin can be used to turn the spindle on and off. It can also be used to set the spindle speed from 5,000 to 30,000 RPM.
You’ll need to select a pin for the ON/OFF function and optionally choose a 0-5V hardware PWM pin for the speed control and a pin for the rotation direction.
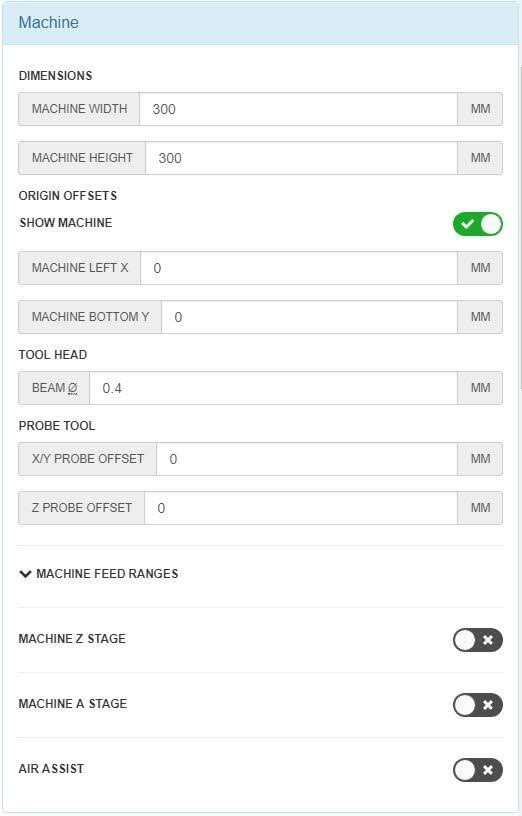
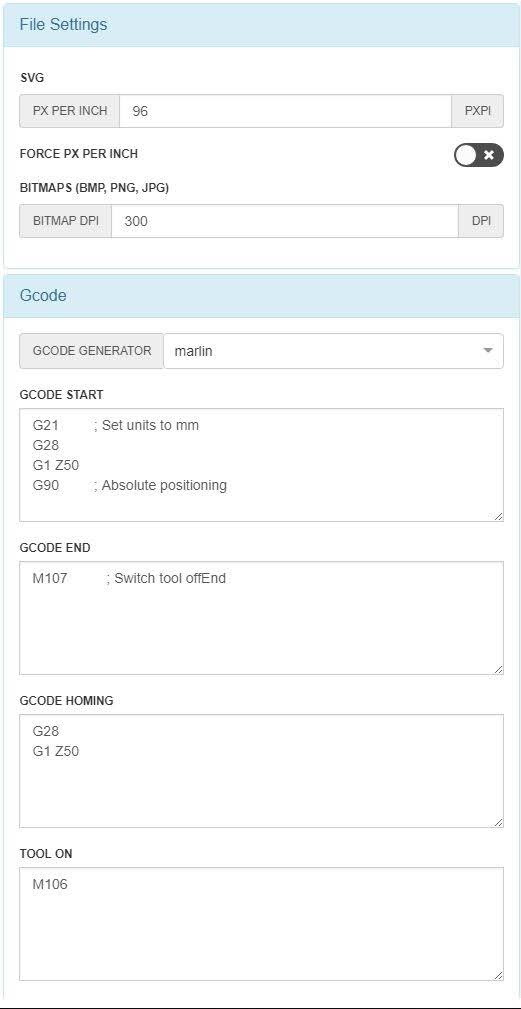
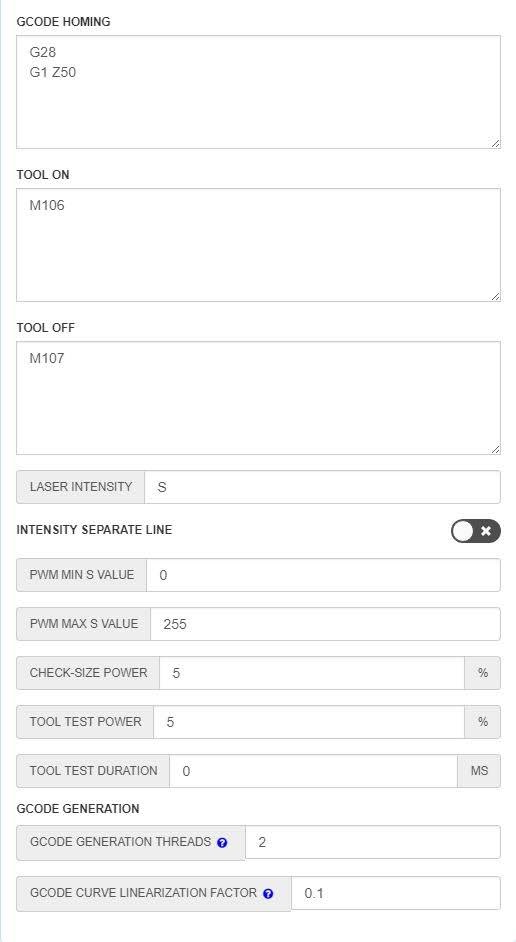
Above are my LW settings. I have the laser connected to my cooling fan 12v power pin. It uses M106 S0-255 to turn on the laser and M107 to turn it off. I’ll read up on the laser and spindle page to see if that helps.
The problem is Marlin, that doesn’t support laser power parm in g1 moves. This is why LW4 deosn’t fully support marlin. You could use Marlin Kimbra which supports G1 with S values.
I drive 15w Chinese engraver via Linuxcnc using M67 command to control laser power with motion.
Example:
M67 E0 Q0.0000 /laser off on next move
G1 X-8.40 Y-19.28 /laser off get to start position
M67 E0 Q0.2314 /laser read ~23% power must have during next line
G1 X-8.35 /laser with 23% complete line
M67 E0 Q0.3686 /laser will change power to ~37% on next move
G1 X-8.25
M67 E0 Q0.0000 /laser will turn off on next move
GO XO YO /laser off
@John_Pete So did you ever get this figured out? I have pretty much the same setup, ramps 1.4, marlin 1.1, 2.5w laser. Same problem as you with raster.