I asked this question last week but didn’t get an answer, maybe a photo will help.
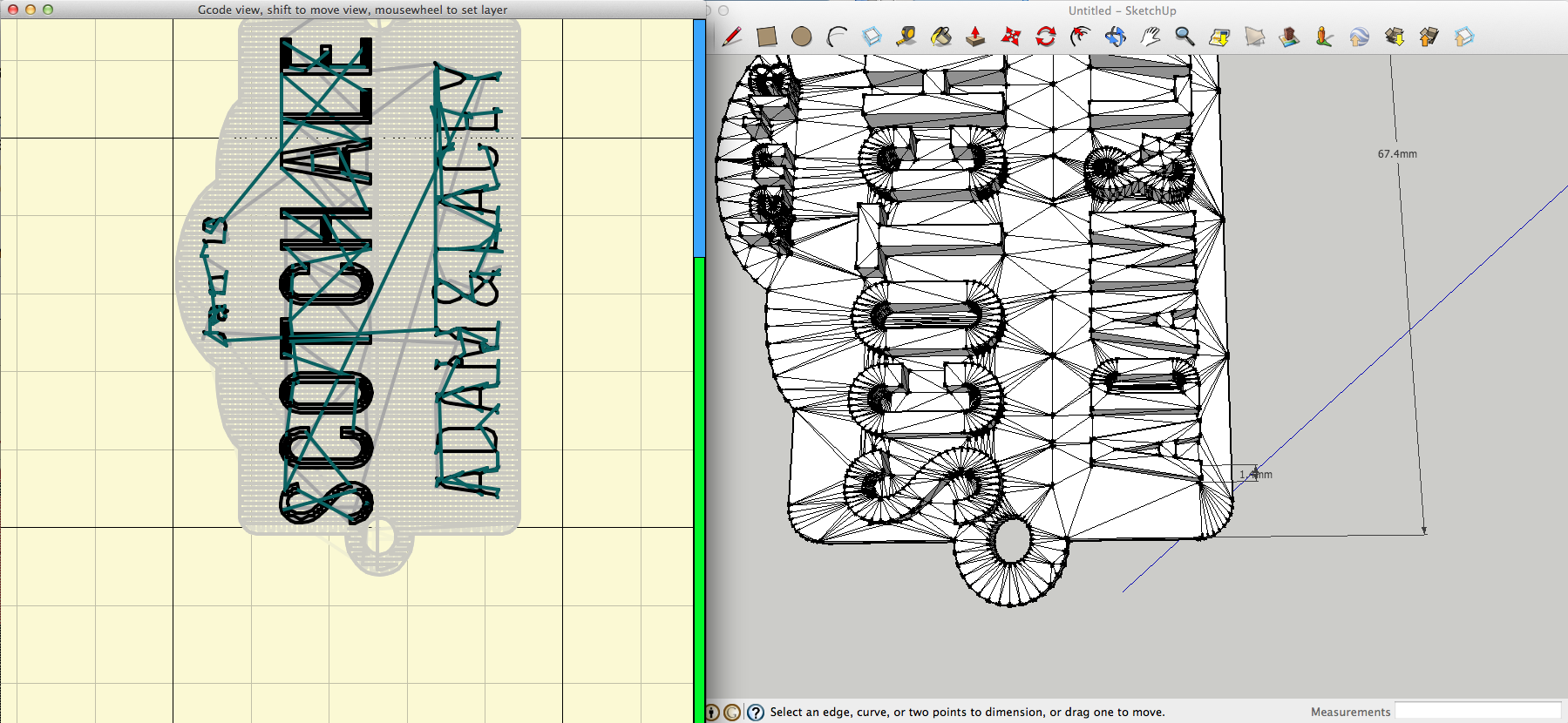
I’m trying to make a badge for trophy we made for our brew club. Note how the A in Adam is 1.4mm wide but slic3r has it a single extrusion wide?
We just tried a different toolchain and had some success with the font in the middle (was sketchup-slic3r-pronterface, now 123Design-slic3r-pronterface) and that has made a difference with the text for the beer. We have no idea why.
Am I missing a setting somewhere in slic3r that reduces structures less than Xmm to a single extrusion? fwiw the ScotchAle text is 1.8mm wide.
Thanks John, I just installed Cura, looks good. Looks like I have some setup/trouble shooting to do. Cura isn’t a perfect match for my printrboard. Bed is not turning on. But, I suspect this might be the solution. Is it possible to step through the layers in cura like I can do with slic3r?
Well, I’ve tried with the latest Slic3r from Github and extrusion width set to 0.25 mm. It gives me five paths in A, which is correct. What extrusion settings are you using?
Where is the ‘extrusion width’ set, I only see ‘nozzle diameter’ and mine is set to .5, I thought it had to be the actual diameter of my extruder?? btw, thanks!
awesome! I’m firing up the printer now. Can you tell me more about
consequences/considerations when setting extrusion width to something
different than the nozzle width. I’m currently using .5 but also have a .3
I plan to use once I learn more. Thanks again for helping out here.
It’s always about the print quality vs. the print speed. Using lower extrusion width for perimeters and top solid infill may bring you better print quality, but it will be slower.
And it also depends on the model. The more complex and thinner walled is the input model, the lower extrusion width you may try. But don’t go too low (not below 80 % of nozzle diameter), it’s useless.