Guys, im having some issues that i cannot find a way to fix.
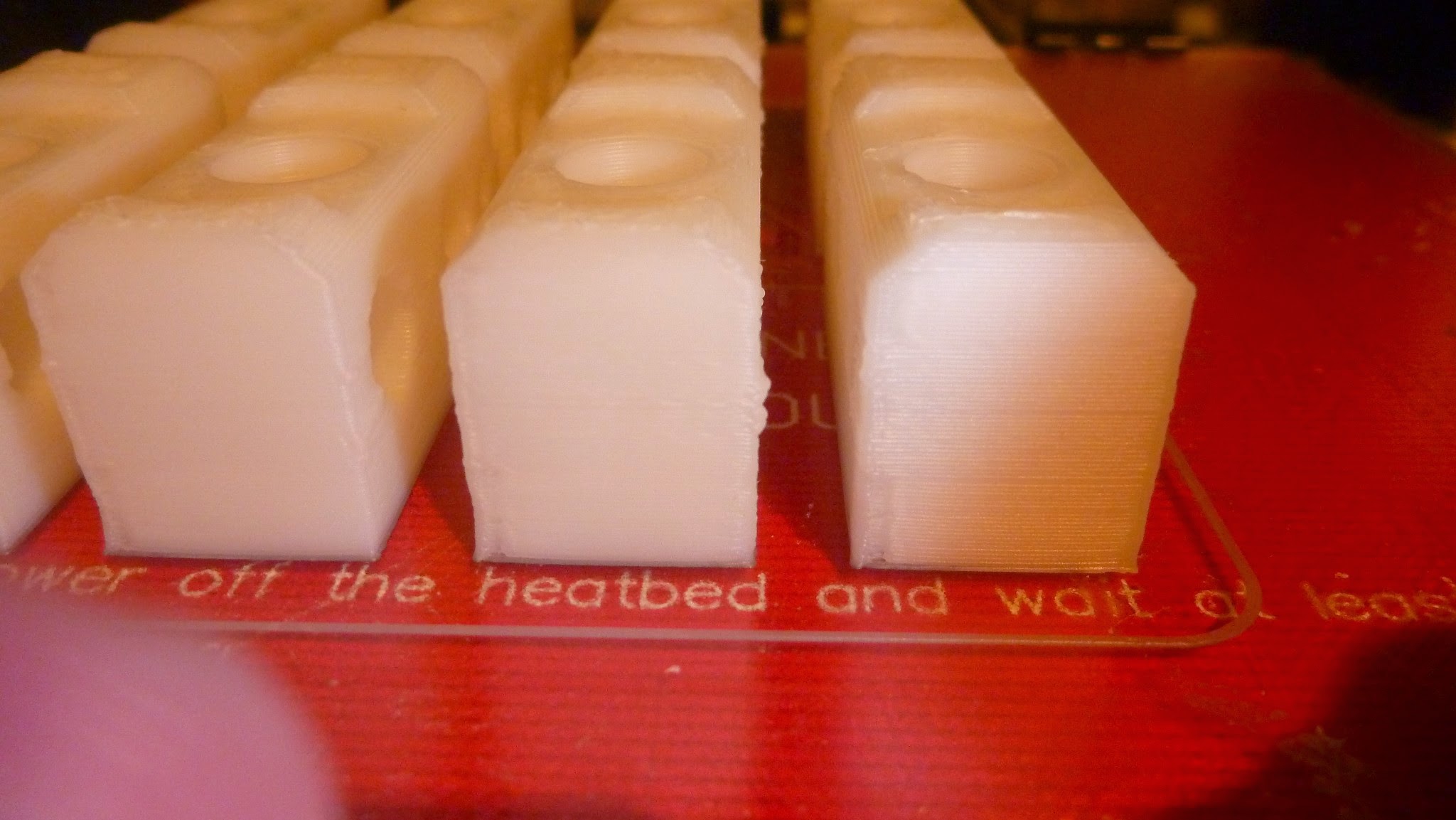
These are i3 y-corners, printed on abs, 0.3 layer, arcol 0.5@240c. External perimeters 50, internal 60, travel speed 150, gt2 belts on a i3.
Any tips on how i can improve quality?
Guys, im having some issues that i cannot find a way to fix.
These are i3 y-corners, printed on abs, 0.3 layer, arcol 0.5@240c. External perimeters 50, internal 60, travel speed 150, gt2 belts on a i3.
Any tips on how i can improve quality?
forgot to mention, 1mm retraction@15mm/s, wades-gregs extruder with hyena hobbed bar
240C seems a little high, attempt 235C. Infill also looks like it’s a little dense, re-measure the diameter of your filament and make sure it’s correct in slic3r. Curling on the bottom 30% is indicative of drafts hitting the printer, see if you can isolate the printer a little bit…like open a packing box and put it around the printer so the general area stays warm. Be careful of this if you’re one of the unfortunate people to have their printer parts made out of PLA…
my parts are abs, printed on my old and reliable i2 :). Will check again filament calibration with a thinwall object. About isolation, will do that too!, thanks.
Also, do not underestimate the power of a clean nozzle (talking about the outside here)
something that is also happening is that when the nozzle moves from one object to another, sometimes, it hit printed parts. So, i guess that im extruding to much.
Slow down your travel, or set a lower acceleration limit. If you’re running into the prints due to curling (typically the corners) then you need to slow down or add a fan. Does your slicer do each layer of each piece separately? If its doing perimeters and then infill for each piece before moving on, it may not be giving each piece enough time to cool. If so, try doing all perimeters, and then all infill. More strings, but less warp.
Fans are bad? I’ll take your word for it, being more of a PLA printer myself… Nevertheless, curling on corners sounds like they’re not cooling off before subsequent layers get deposited.
yeah, fan for abs is a no go. So, i started to print an extruder and made some adjustments on the fly, looks like its getting nicer. I had slowed extrussion feed rate to 90% and movements speed to 80%. Solid infill looks nice nw
Out of curiosity, why are fans (even a little one around the extruder tip?) so bad for ABS? Is it because it’s hard to maintain the temperature of the heated bed? Or fear of creating strong convection cells with the relatively high temperature gradient between bed and ambient? Perhaps someone has tried using a small fan blowing relatively hot (but cooler than the extruder temp) air over the print?
its all about how much abs contracs when it get cold. So, if you use a fan, it will warp a lot. If you let it cool slowly, forces will be less strong and it wont warp.
Also, check your heated bed temps, you appear to have bowed lower portions which I’ve found is because my temperatures are too, either my bed or my extruder. The layers don’t cool so they start to sag inwards pulling in from the perimeter causing that bow. At least, that is what I think causes those artifacts. IMHO as always.
Check the usually missed steps, steppers turned to far up or not enough, extruder is pushing more abs out than it should, belt tension not enough or to much, extruder not printing past enough or to slow. It’s really a wide range of stuff.
Can you give us any details on what you have already done to try and fix these issues?
… Forget my post the comments didn’t load so I thought there were no comments my bad.
@all, i did some more printing, looks like if i lower feedrate to 90% and speed to 80% (that is around 50 mm/s) quality improves a lot. So, i guess i have severals things to improve. I will tune again my esteps to begin, and then take it from there.