Is it cutting full depth? I wonder if your plunge speeds are too aggressive and it’s losing steps when plunge cutting, and then not retracting far enough to move across the surface. Are you using a center cutting bit, some don’t cut fully across the bottom of the bit and require ramping (using an angled cut instead of straight down)? It looks like it cut the actual gear like it should have (the reflections make it harder to tell) with no stairstepping, then retracted and dragged on the surface and missed some steps in X which caused the off-center shaft hole, the offset matches the scratch mark. If it was acceleration you’d expect to see it losing position in both X and Y while cutting.
Acceleration and speeds can be much higher during non-cutting travel (rapid) moves than with cutting since there’s a lot less loading on the machine than when it’s shoving a bit through material that’s fighting back. Air is a lot easier to move through than brassRather than using Candle’s settings (it reads a few of the full set and does some limited altering) use the command line to do a $$ command and see all of them. Change a setting with a $nnn=xxx command (for example $30=8000), it’s then saved on the board and survives power cycles.
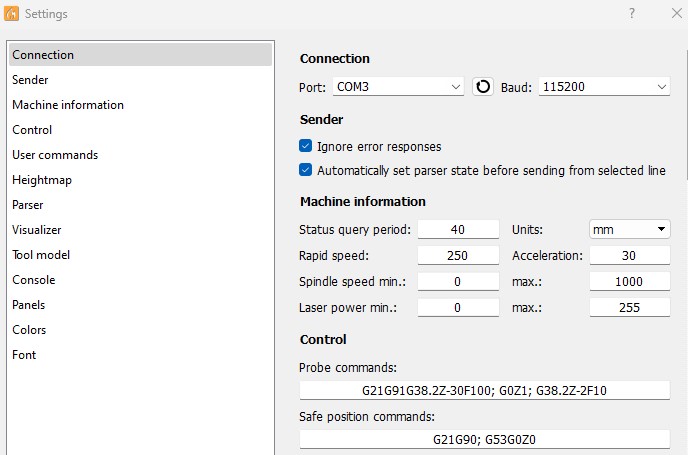
WRT to the settings changes, your rapid speed is missing a zero (at least for 800 s/mm drivers). Rapids are unloaded travel moves, not max cutting speed which you control in your CAM software (curious, what is it?). Don’t know about your modified machine, but stock 3018s are usually limited by grbl’s step rate. For the common 800 steps/mm drivers it’s 2500 (using the 80% of absolute max rule), others will be proportional. Grbl crashes when you exceed the limit so it’s pretty easy to determine. 30mm/sec^2 is the typical 3018 default, I use 500 on X and 300 on Y for my mostly wood cutting 3018. It would work over 1000, but the machine shook so bad it wanted to fall off the table, 500/300 (the 300 might be excessively conservative) cut my job run times in half, going over 1000 only made a small decrease.
There’s no actual spindle speed feedback on these machines, the max spindle speed only varies the PWM (pulse width modulation, i.e. percent on vs off time) algorithm. Your 1000 means 1000 rpm or greater (it limits at 100%, alas) will be 100% on time, 500 will be half, etc. I usually set it to around 8000 for the stock spindle (your modified spindle may be different), or whatever the spec is for upgrades, but it’s usually not very important. The 775’s cutting torque drops off pretty fast as you lower the rpm, where possible it’s usually best to keep it at full speed but your brass cutting might need a lower speed or fewer flutes on the cutting bit.
Candle’s feed rate sliders are a great way to adjust non-rapid (i.e. cutting) speeds on the fly, I usually start much lower than I expect will work and ramp the speed up until it starts chattering, the cut looks bad, or the machine sounds unhappy. I’d experiment with upping (or holding constant) the feed rate and reducing the depth of cut, and see how that works out. Might want to experiment with a chip load calculator and table and see if that helps, surface speed might be an issue (experiment!) with the low power spindle, while reducing the depth of cut for cut and machine happiness. I suspect you’re cutting too fast and/or deep for the low powered machine.
I bought Art Fenerty’s gear software, Gearotic, back around 2008ish. Pretty much any kind of gear you can think of plus an eclectic set of other gadgets and tools. Art’s currently developing a motion simulator for kinetic art that’s still part of my original license. A year or so ago we bought a 1920s long case (“grandfather”) clock from a retired clock maker, he had a homemade gear shaper for clock sized brass gears that was part of the clock and shop tour.