These are are very cheap end of the CNC router/engravers but feels like we need a place to discuss all of the variants? I’ve just bought a Sain Smart 3018-Pro and although it has issues I’m learning at an incredible rate and wanted to see if there is somewhere to share those experiences. The initial unpacking and assembly of the Sain Smart 3018-Pro has been a good experience.
Someone on Instagram pointed me at Carbide Create as a good basic free package to start creating gcode and must admit that it is helping with the early learning stages.
Welcome to the forums. From what i have seen, they are selling a ton of the 3018’s (many different manufacturers and variants.) It is sort of like the K40 laser in that it is a very basic and moddable platform to learn on. What specifically are you interested in when it comes to the 3018?
I moved to the CNC Routers category, which is good enough for now; all the different sub-categories are from when I rescued communities that Google was throwing away when they killed Google+
This is totally a good topic to discuss! Several of us have various CNC routers and can definitely share experiences.
What have you been making? Feel free to share pictures and lessons learned, and to ask questions!
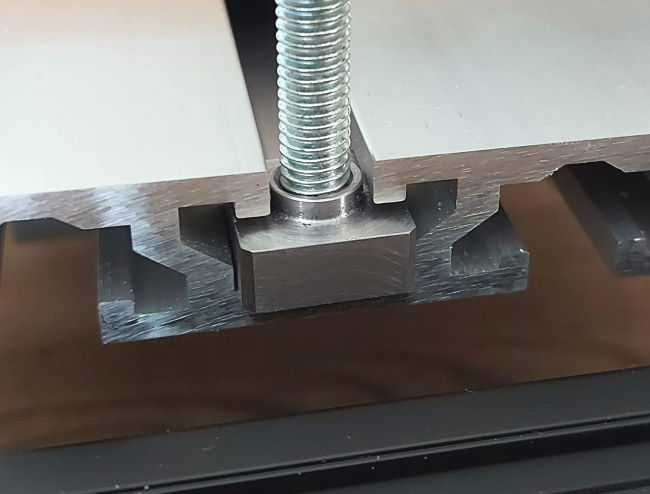
Just learning at the moment with GRBL and Carbon Create. But first thing to sort were proper T-nuts as using bolts just grated with me:
The dimensions for the T-nuts are 14.4mm across, the square nut is 6mm high and has an 8mm diameter boss protruding 2mm from the top. The nut is threaded 6x1mm. They are threaded the whole way through the nut. If you want to see how the T-nuts are made with manual machines.
My first project is to be name plaques for model engines, but that might be some time as I really want to machine brass and so lots of small cuts.
Me too! I made some custom t-nuts for both of my 3D printers. For my corexy, I made a long t-nut with two holes that allows for my gantry to expand without binding the linear rails; for my cantilever printer I made one that was similar but larger for a piece of T-slot that I didn’t have the right size of t-nut to fit.
Interesting that you threaded them full through. The t-nuts for my mill have the threads cut almost all the way through so that the posts screw to the bottom of the t-nut but don’t bind against the bottom of the t-slot. Have you thought about peening the bottoms of your t-nut holes to protect the insides of the slots?
I assume you cut them on a mill, I wouldn’t think the 3018 would be stiff enough. Looks like a mill in the pictures?
Yes, machined on a Sieg SX2.7 and a Warco 240B - small hobbyist machines, but very heavy duty compared to the 3018. I threaded them all the way through as I’m just used to that with my normal machines, however, they have cast iron tables. Centre punching the bottom edge might be a good idea.
The other thing I’m already wondering about modifying is the spindle - the overhang from the motor bearing is just too large and not very well balanced for 6-10,000rpm operation.
I’ve been trying different cutters and not found anything that works on brass with the Genmitsu 3018-pro
However, I think the fundamental issue is the stiffness of the spindle and z-axis, too much vibration and the spindle wanders around. Would really like to know if anybody else has experience of other cutting bits. The best bit for machining MDF and hardwoods is the slot drill.
Brass is “grabby” and bits will dive in and chatter at best and easily snap. It’s just about the opposite of aluminum where an aggressive rake often gives really good results. The alternative is sharp and stiff. So with my bench mill I’ve had good results with sharp endmills and facemills on brass (I use polished inserts as for aluminum in my face mill), but on the soft 3018 I’d suggest considering a “blunted” endmill. See the disagreement and conversation in this thread from Hobby-Machinist:
Yes, absolutely correct, with brass I tend to turn it with tungsten carbide tools that are close to flat with a 1 or 2 degree angle. When milling on a manual machine though I tend to use whatever tool I have around as it is the easiest of materials to machine. One of the best machinability indexes.
I might have another go with the engraver bit and just tweak the point slightly on a diamond pad first.
Yeah, the only problem I’ve had milling brass on a nice stiff mill was when I got order of operations wrong and cut a slot before I remembered that I still had a face to mill, and then discovered that I had made a tuning fork. The texture of the faced piece was not quite what I had intended, though beautiful in its own way.
The 3018 style routers are averaging $139.00 on eBay. I have been trying to rationalize to myself why I should buy one. I have not touched my x carve in a long long time. I do have ideas what I would use it for, but then I have that with all my equipment!
Thanks! I always wonder whether what shows up on woot is really a deal… I’ve gotten good prices a few times, but often the “special” deal from Amazon-owned woot is higher than even the price Amazon is selling the same thing for at the same time, let alone from random sellers on eBay.
Sainsmart, one of the many 3018 makers, has an active Facebook (yeah, I know) group that’s open to and frequented by owners of many different brands of 3018s. Edit: just under 20,000 members, must be a lot of 3018 interest on FP