I fabricated the parts that I designed to be cut from 1/4" sheet. It turned out I had a piece that was nearly the perfect size; relative to the “frog” that sits under the bed, only about 10mm oversize on X and about 15mm oversize on Y. From that I was able to cut all the pieces, with plenty left over in case I discover a mistake, or to use on the next project. (It’s a little silly to call it a “frog” when It has only three legs because I’m using a kinematic mount, but oh well.)
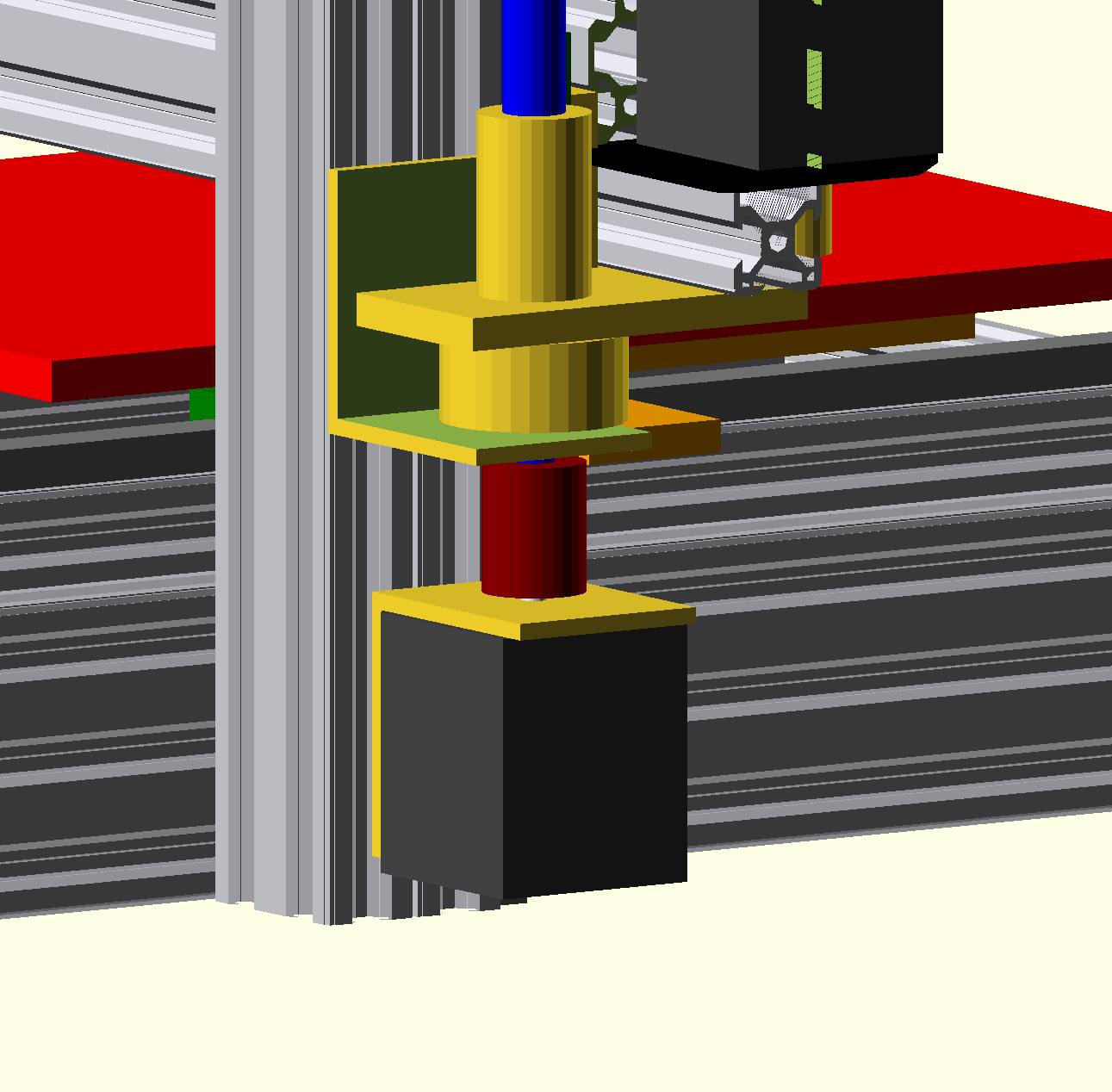
I realized — while I was making the parts — that I had modeled the plate that sits under the X gantry that the Z screw goes through, but I hadn’t measured and modeled holes for the screws that hold the Z nut to it. But with the part in the vise, I forgot that it engages with the nut, and instead made holes to fit the fixed bearing. 
Since that was one of the most involved parts to mill, I’m glad there’s still enough room to put the correct mounting holes in place. It’s an L shape with an inside fillet and several holes, including one of a size that I don’t have a bit or end mill for, and had to use a boring head instead. So glad to assume for now that I don’t need to start over. But I think I’ll get to the point of assembling the printer before drilling the final holes.
I also thoughtlessly drilled the holes intended to be tapped M5 with a 4.5mm drill bit. When I tapped them, I finally remembered that M5 should be drilled with the 4.2mm drill bit I don’t have as a metric bit, and I should have used a #19 instead. One of them I can change my original plan and just drill it out to 5mm. But three of them are for my bed’s kinematic mount. I’m wondering whether wrapping the M5 screws in many layers of teflon tape will both solve the oversize hole problem and function as insulation, killing two birds with one stone. Otherwise, I’ll have to figure something else out.
I keep forgetting how much I hate tapping M3. Especially blind tapping. Going slow, backing out and cleaning the tap every few mm, then finishing with a bottoming tap. At least I didn’t break a tap. But some of the holes were over 10mm deep. That was slow going.
I haven’t yet designed or made the Y belt bearing mount. I’m trying to make something that installs easily on V-slot. But I’m not 100% sure which orientation I want to mount the Y motor in, which would change the design of the mount. Also, I haven’t yet drilled holes to mount the Y belt clamp into one of the “saddle” pieces that extends below the bottom of the Y block, because I first have to decide about the Y belt. Once I decide it should be easy enough. But I’ll probably wait until I’ve assembled the frame to make a decision.
I haven’t cut the kinematic mount features in the bed. I also plan to use the heated bed that came with the donor printer as the heater for the cast aluminum plate bed that I’ll mount, but haven’t yet figured out how I’m going to bond them together. Some invention still required there.
I made the design so that I could build it with what I had at home, but I also ordered a few parts to make it easier or better. I have plenty of microswitches, but I bought some optical endstops instead. (I was buying them anyway to improve the other printer, and they came in a set of six, so might as well put them on both printers.) I have scrap to make mounts for the Y motor, and the Z motor and nut, but I bought some NEMA17 angle brackets which might make it easier.
I plan to try printed cable clamps to start with for X and Y. I ordered an inexpensive set of aluminum clamps, though, in case the printed clamps don’t work well enough.