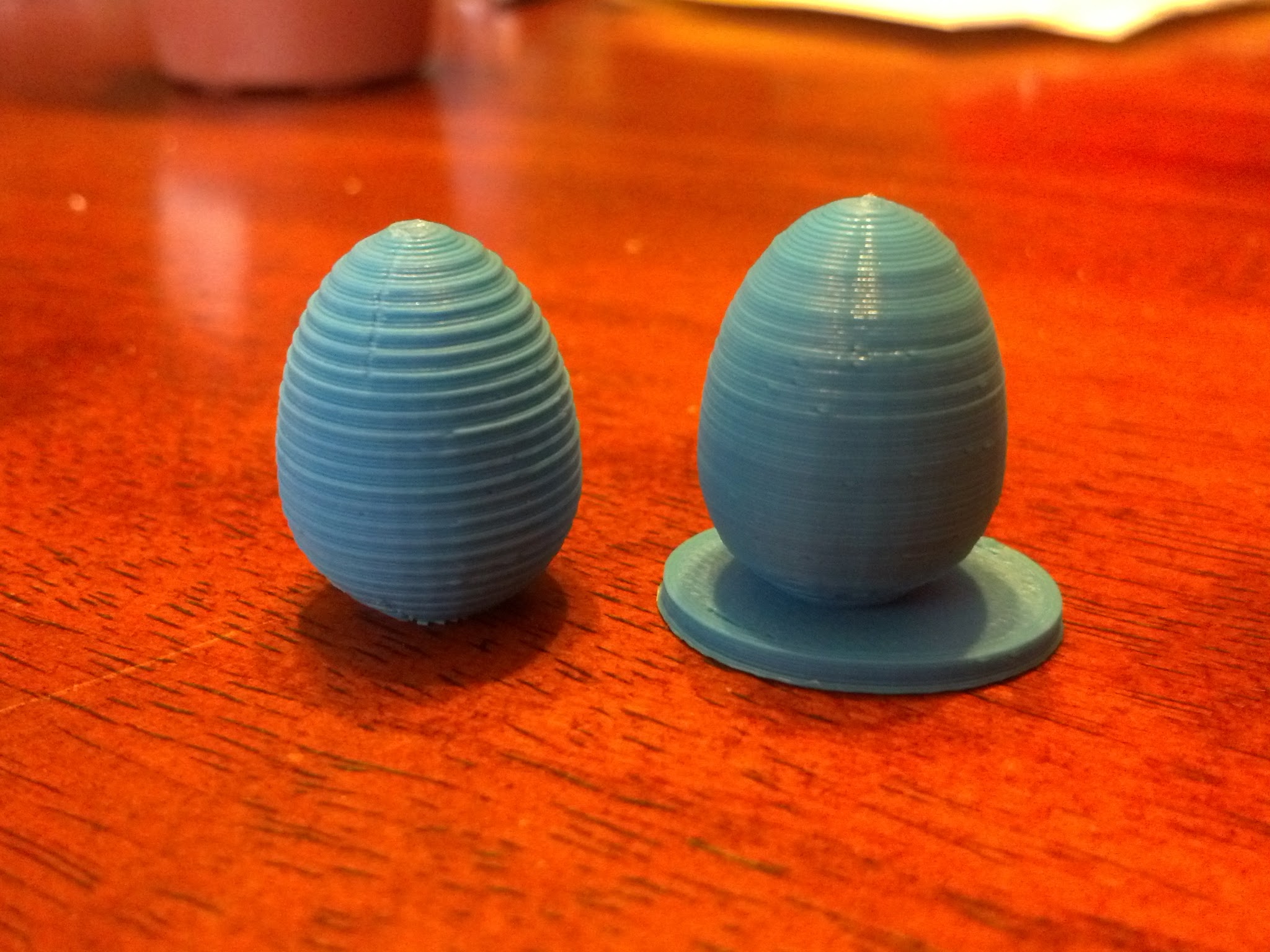
Finally put the ribbing/banding issue to bed (or at least improved it by an order of magnitude). For those of you playing at home, here’s what changed between the before egg (left) and after:
Dialed-in Z stepper current
Adjusted layer height to 0.299261666
Lubricated both threaded and smooth z-axis rods
Fastened z motors down (previous tshooting suggested letting them run loose)
This coupled with other upgrades produced incremental improvements until the result seen here was acheived. Thanks @Rob_Giseburt , @Thomas_Sanladerer , @ThantiK , @Dave_Durant , and @Whosa_whatsis for all the diagnosis and tips back on the original discussion thread!
I’ll give that a try @Whosa_whatsis , and I’ll be ordering some M6 unless TechPaladin reopens their store soon (why not try leadscrews if I’m going to tear the axis apart again?
Like I said @Thomas_Sanladerer there were gradual improvements along the way (I printed tests after each change but there were other failures that intruded on them being completely useful).
I know @Whosa_whatsis has a focus on complete-step layer heights and all, but I’ve done prints at 0.07mm with an imperial screw on my printer, and have not seen any kind of “banding” effect at all. I wouldn’t put as much into “correctly” calculating it tbqh.
I’ll try to print something in black PLA tonight at that layer height and show you how well/evenly my layers line up. I think the largest problem here is your linear motion.
@ThantiK when your steppers are dialed in right, your single-microstep resolution is at 0.0004mm (with M8 rods), so 0.07mm layers shouldn’t be an issue on a properly set up machine.
@ThantiK Accurate microstepping will give you a lot more viable layer heights as well as less error between them but your layer height selection shouldn’t be dependent on that. There are also other errors and tolerance issues that will hide the effects of this one. I’m actually really surprised that the effect is so pronounced at a ~.3mm layer height.
@Whosa_whatsis I am too, though I’m not entirely ruling out something other than microstepping here. His machine still uses those aluminum Z couplers, which have been shown to have constraint problems on the Z axis. Bolting down his motors and oiling the rods may have had some effect on this (like for instance the Z axis binding slightly, and eventually getting enough torque to overcome the bind, and then jumping up)
FWIW @ThantiK the machined connectors are gone, I couldn’t get reliable results using just tubing connectors but I switched to the printed couplers described here: http://www.thingiverse.com/thing:34140 and I’m using airline hose inside of them to grip the stepper/rod.
That’s what I didn’t buy in the other post… If we’re talking about a full step being 5 microns by Whosa’s math or 0.4 microns by Thomas’ math (both of which I’m suspicious (jealous?) of because my Ultimaker is just under 1 micon at 1/16th) I just don’t see an artifact of that size happening. Not because of only rounding errors vs. the layer height, anyway.
If that was the primary thing happening, we’d be seeing this problem all the time…
edit: and, @Jason_Gullickson , now that you changed a few things and made the problem mostly go away, how about one more picture back at the original layer height?
I’ll add that to the list @Dave_Durant ; I definitely want to document whatever I can from this so if it happens again I can find my way out. That said, I’m anxious to get on to building some non-printer parts too, now that it’s working so much better
After looking at the after again, I actually believe your final issue is too much plastic. Maybe I’m wrong, since it’s hard to see in the photo, but it looks like the remaining bands get farther apart (vertically) as the egg gets narrower, and it appears to not effect vertical walls much.
I think you might be right about that @Rob_Giseburt , I’ve noticed that when I print something flat the in-fill sometimes “bubbles-up” over the shell height when it’s printing solid. This seems to be somewhat new and I’m not sure but it might have showed up when I started using the Faberdashery filament vs. the stuff that I got from Makergear. I haven’t done anything special to calibrate that other than measure the feed rate on the input side of the extruder, and tell Slic3r I’m using 1.75mm filament, but maybe some fine adjustment is in order there.