I frequently fabricate acrylic in my shop. My hot wire bending tool is one of my most used shop-made tools.
I have never been satisfied with drilling acrylic and continued to read online articles and “try” different techniques. Recently I made a breakthrough (pun intended) in the drilling tools used for acrylic.
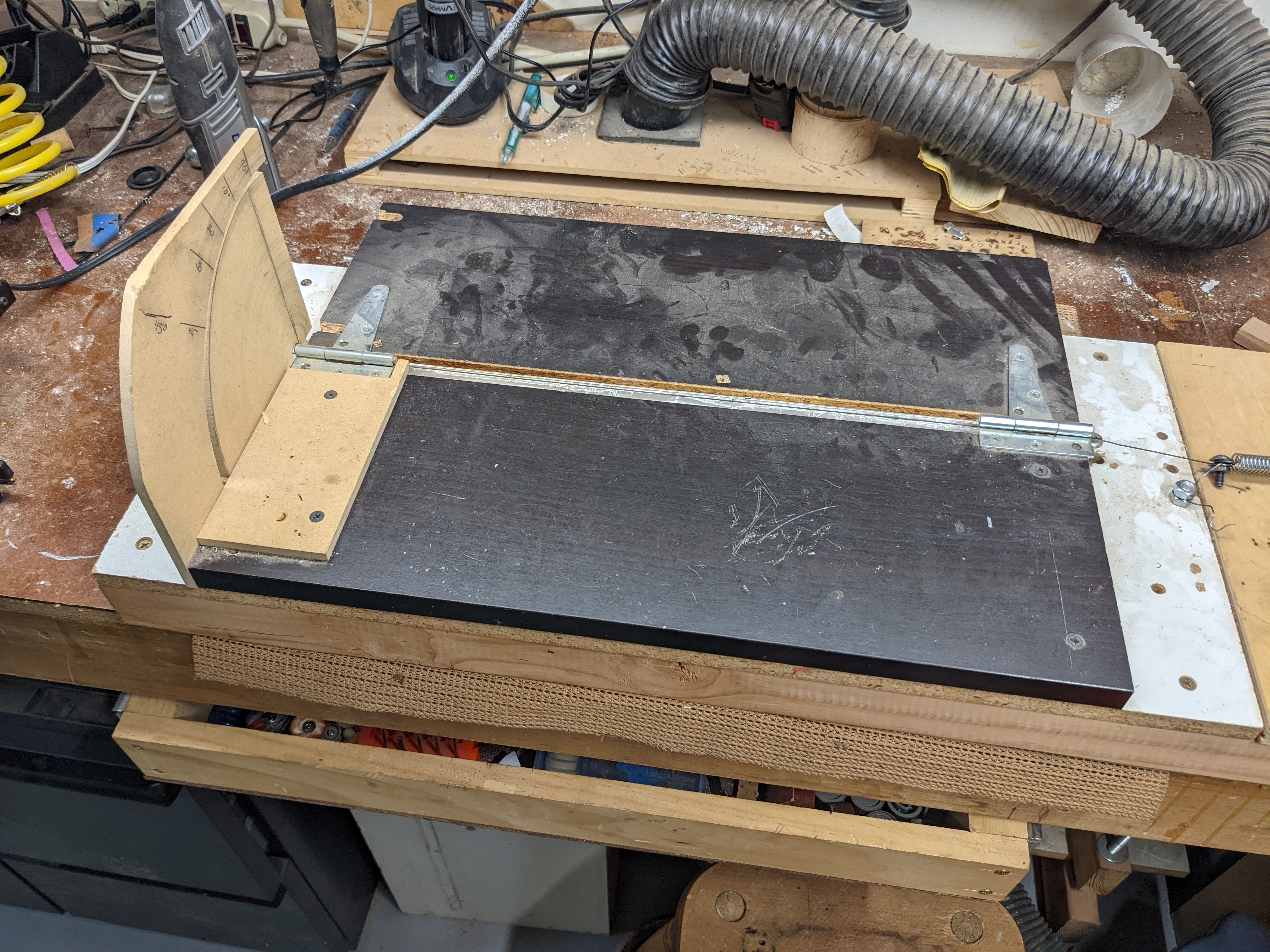
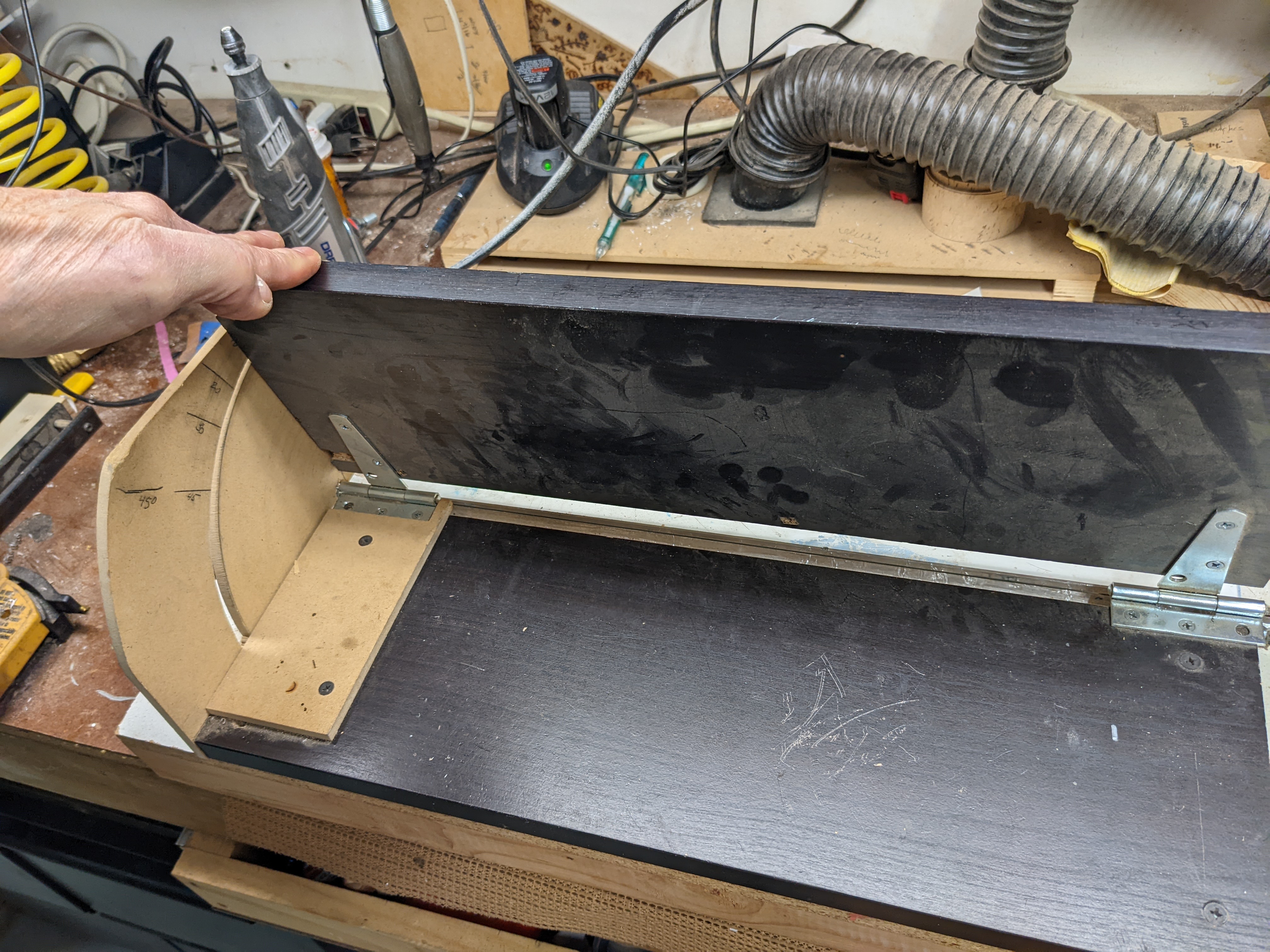
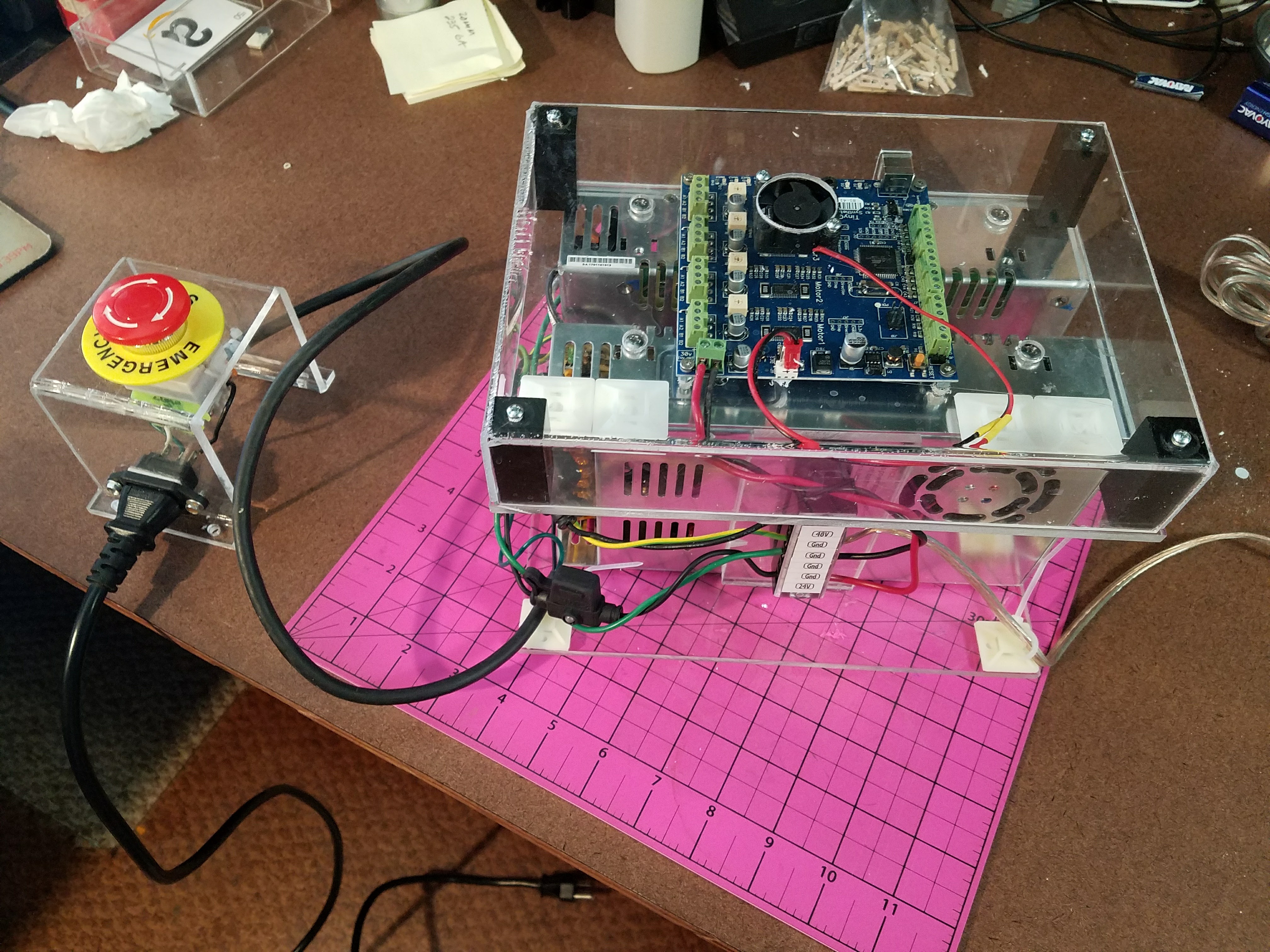
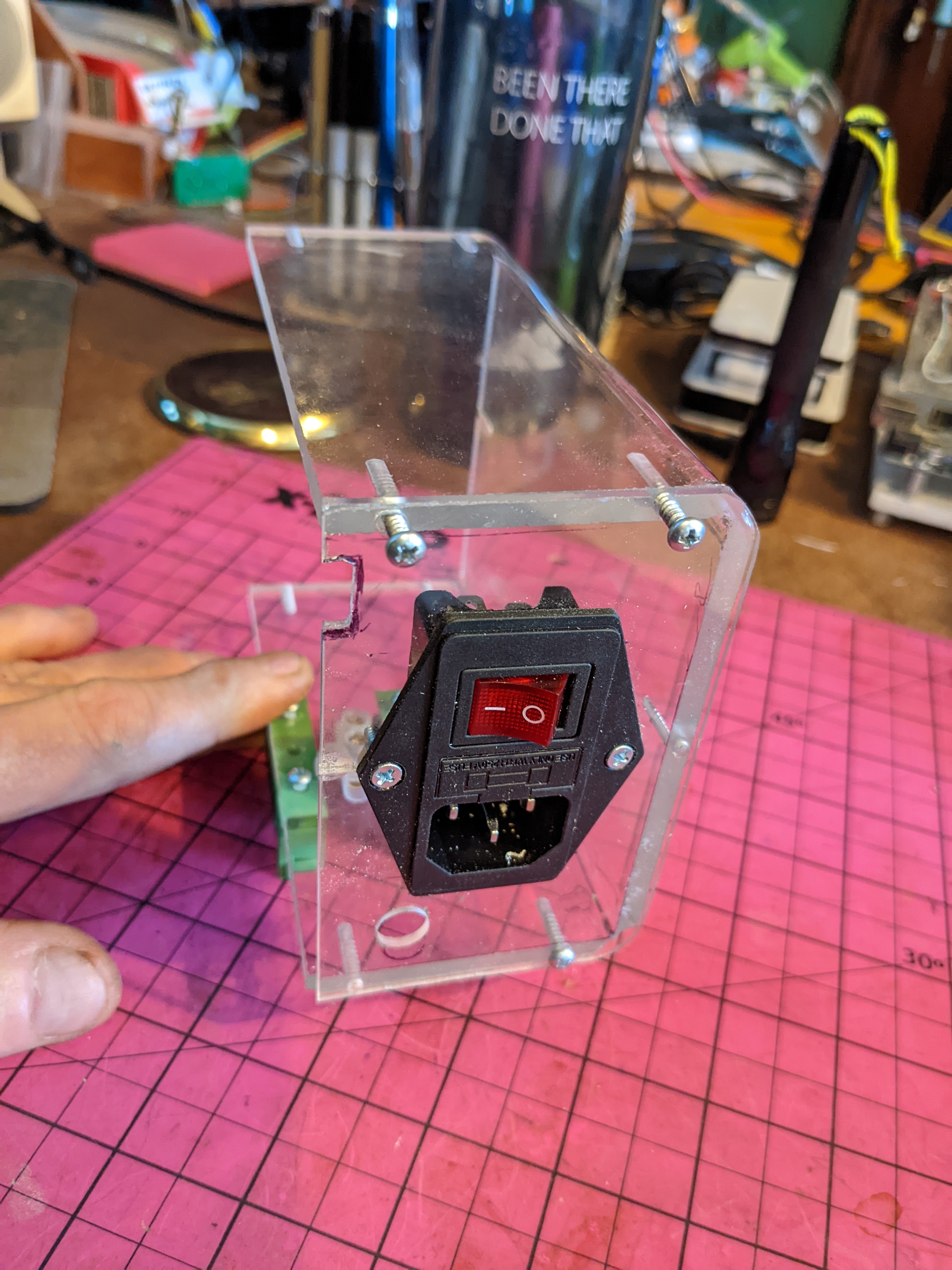
I often build electronic enclosures and their mounting surfaces out of acrylic. I find it fast and convenient to bend the sidewalls of the enclosure and then fasten the covers with edge-mounted screws. One such project is the controller I am building for my laser diode engraver.
There are two problems with edge-mounted fasteners in acrylic. One, getting the hole drilled in the center of a 1/4 edge and second drilling into the acrylic without melting and/or cracking it.
I solved the first using a jig that clamps at a right angle to the surface and accurately positions the hole in the edge. But until recently I struggled with the drilling step.
BTW I know there are other ways to fasten acrylic surfaces [especially CNC enabled] but this manual method is the fastest for me when building one-of-a-kind prototypes [no CNC programming required].
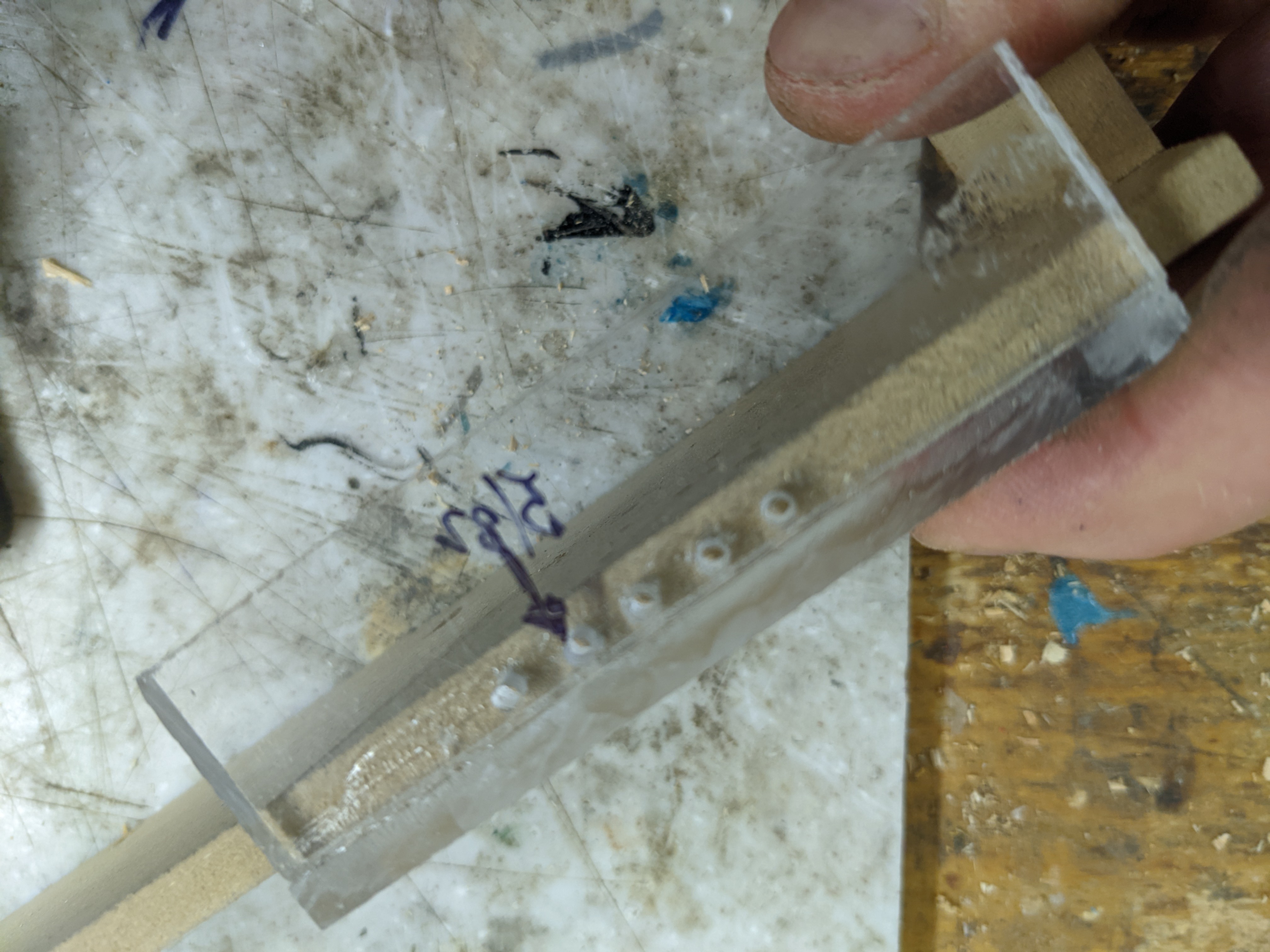
This fastening method involves drilling a pilot hole in the edge and then inserting a #4 sheet metal screw. If the hole is not drilled dead center it breaks out when the screw cuts threads.
Here is what I have learned about drilling acrylic:
Acrylic drills best with a sheer cutting type tool. Examples are forsner, step, concrete, and tile bits. These bits do not have a spiral cutting edge rather they “scrape”. Spiral tools have a tendency to grab unless you patiently peck the hole a little at a time especially as you break through the back. It helps to cool with water and slow the drill’s speed. I am often too lazy to reach up and change the belt on my drill press :(. Drilling into a piece of wood as a backer also helps minimize breakage.
The best bit for drilling acrylic is actually a step drill. It leaves a smooth hole, tapered entry, and doesn’t care much about cooling and speed. But step drills do not come in fractional sizes and diameters small enough to drill into the edge of 1/4" acrylic.
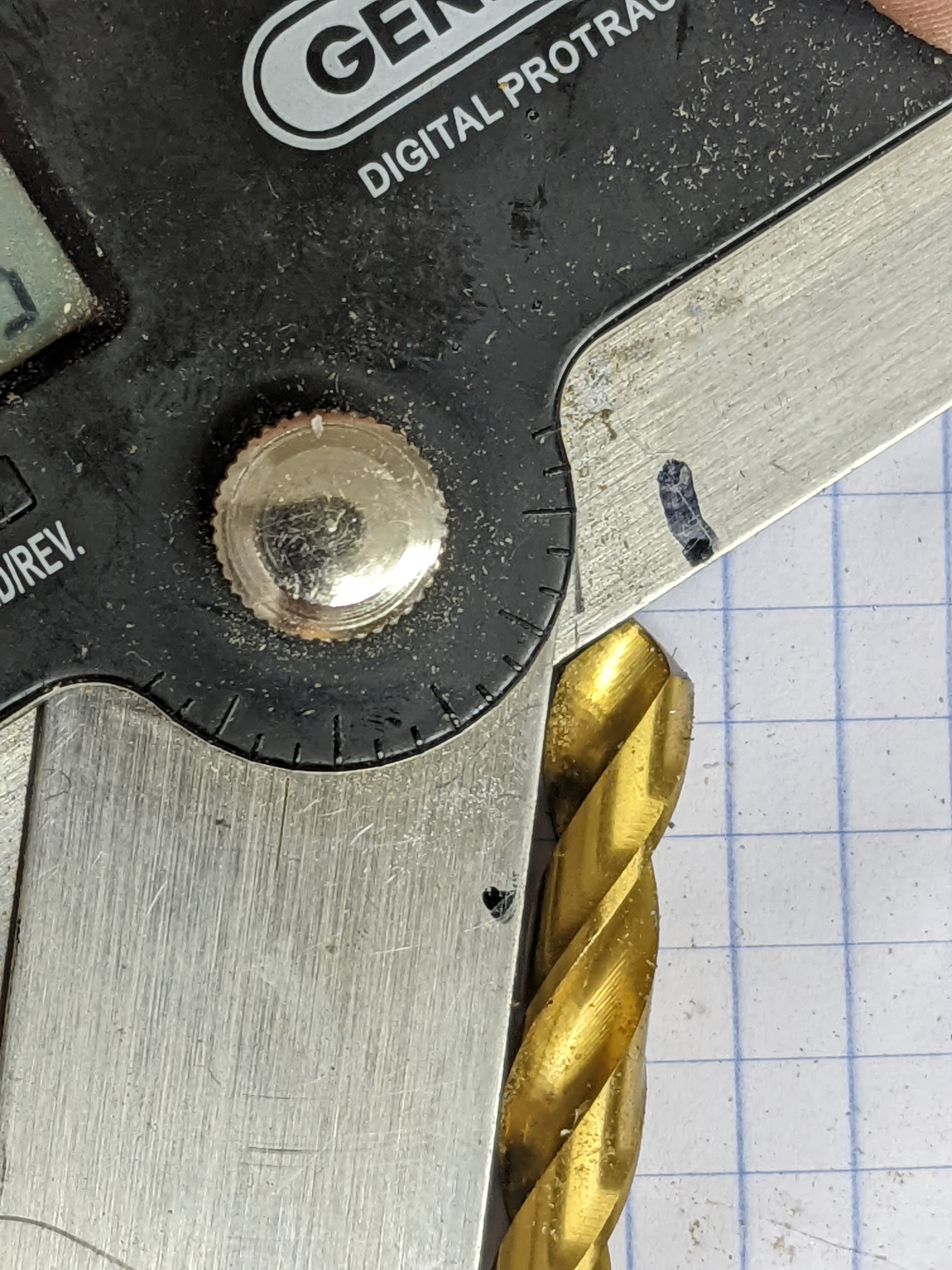
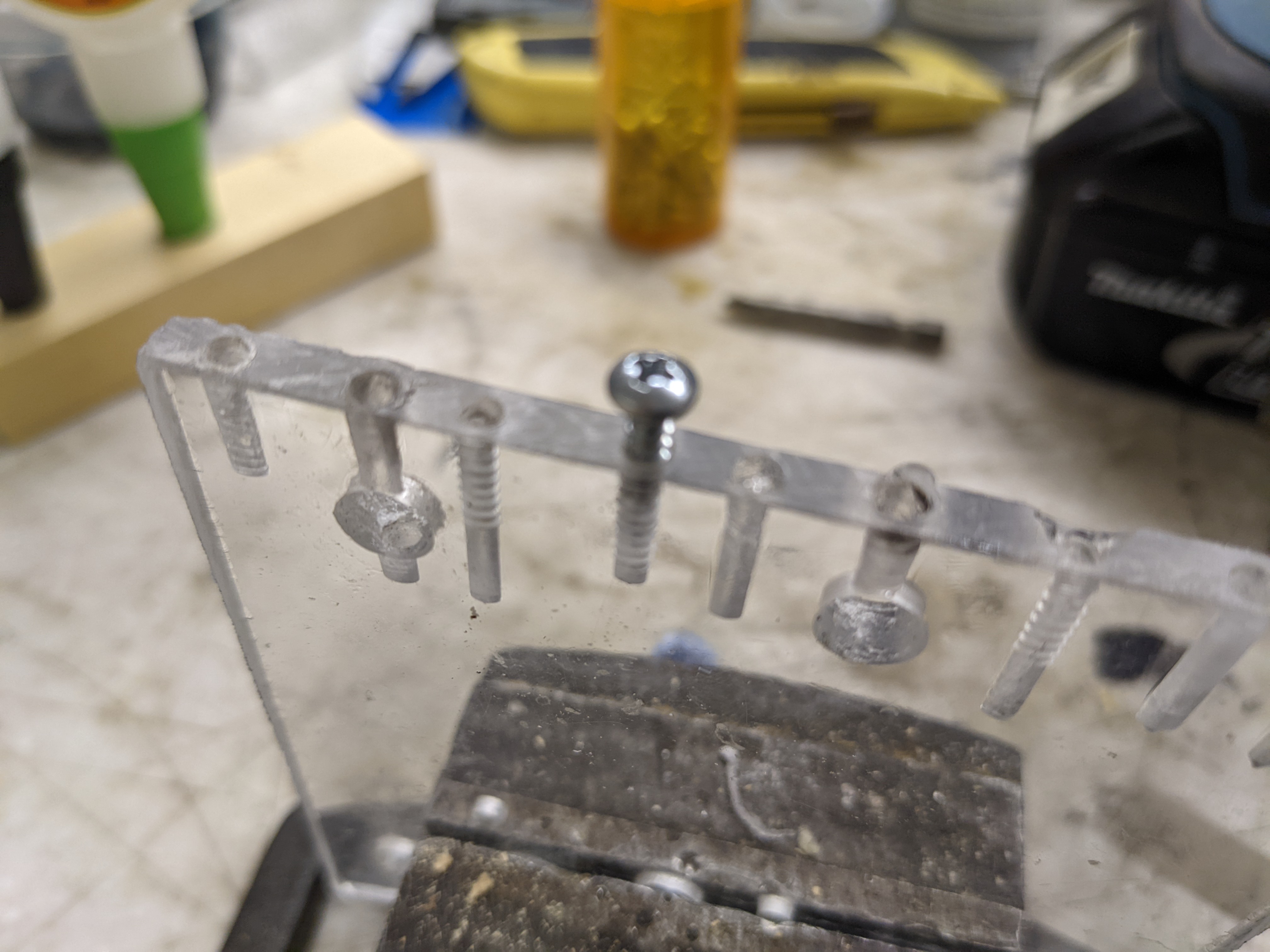
In fact, the only bit that comes small enough is a twist drill. So after noticing that amazon had bits intended to drill plastic https://amzn.to/3KZQvwF [I missed that in my research] I decided to regrind a small sample twist drill to a steeper angle and see how it cut.

The results were better than expected. The bit cut without melting and really did not need coolant. You can see that the bit creates shavings rather than melting through the acrylic. A side benefit is the point of the drill acts more like a brad point bit and it does not skid on the surface when starting the hole. I can get the hole started in the center of the edge without a gauge!
I plan to buy a cheap drill index and regrind them all to this steeper angle.