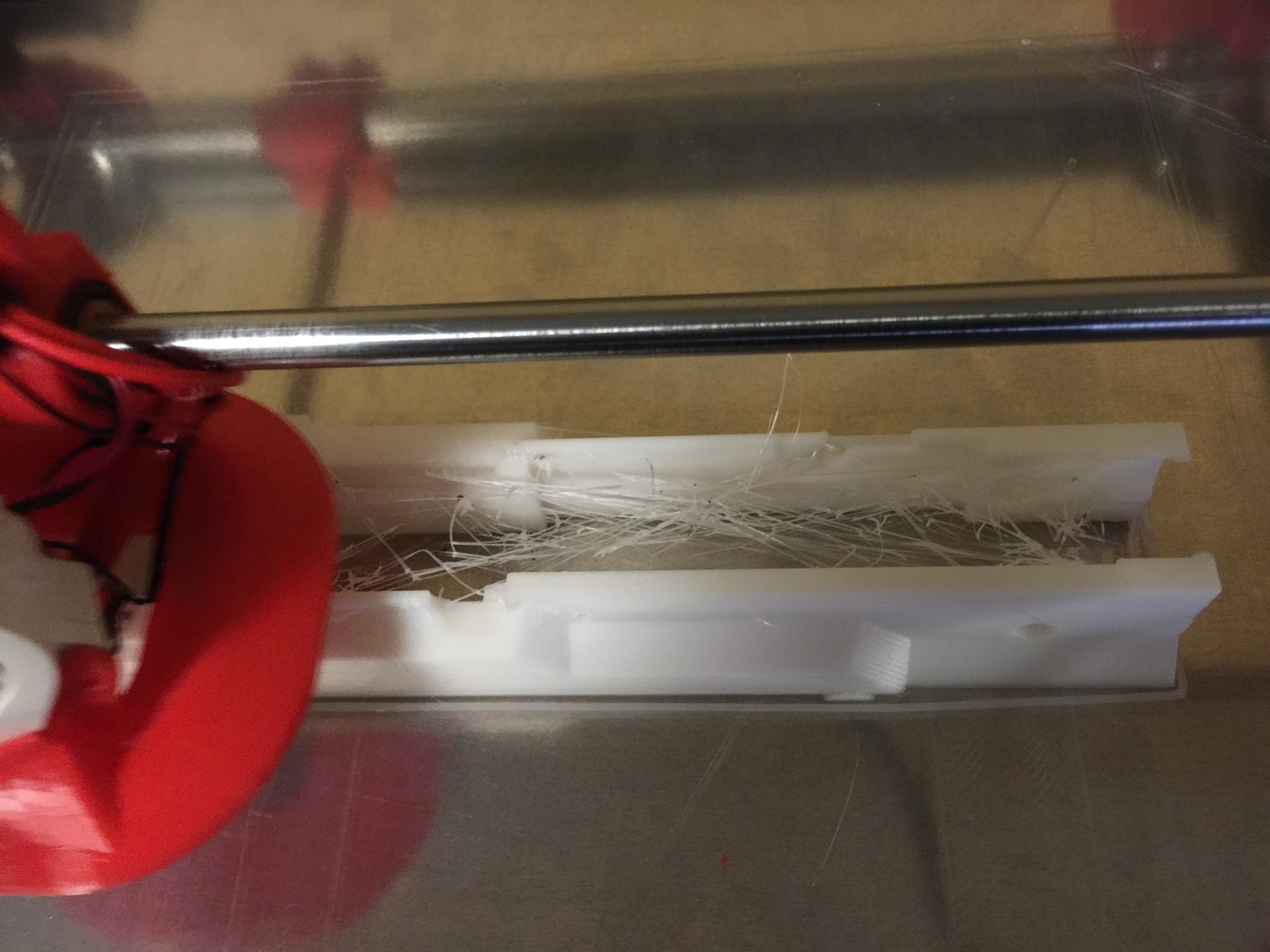
Do you think this is a temperature thing? The print comes out awesome but has this all over it. The previous print job that is not in this picture was without an extrusion multiplier but still had this stringy stuff all over it. This one is with extrusion multiplier set to 0.96. My temp is currently set to 215C using Printrbot White Filament.
I guess now that I have typed all this, it could be the fact that I’m printing without the fan to cool the PLA filament?
215 might even be a bit high for PLA. Might be not enough retraction. PLA benefits from a part cooling fan, but I don’t know how much that affects this problem. It might.
More retract, or try a higher temp to minimize back pressure. Remember as you go faster the hot end temp does not mean the filament ever actually makes it to that temp. Think of putting you hand quickly into a flame. It never gets to the temp of the flame. It is a combination of Delta T ( temp difference between plastic and hot end) and time.
Retraction would be first thought. What hotend have you installed, as e.g. E3D does require some but not a lot of retraction? Next to that wondering how the object has been sliced (slic3r settings ?) and why there are that many crossings from the upper to to lower part.
Here is what I have currently for slic3r settings. I’m not sure what setting I need to adjust to get this Eustathios Spider V2 printing faster. I set the retraction to 5mm and so far it looks good. (Not sure what happens when you have too much retraction)
I run some materials up to 7 or even 8mm retract. But my bowden tube is very long, so the majority of that is slack, not actual functional retract distance.
Hi wouldn’t be concerned with speeding up until you have perfect prints. Having checked your slic3r settings, speeds are at the safe side. Would suggest to stay there for a while. Looking at the slic3r settings I haven’t seen anything alarming explaining the results achieved. Can I suggest to do some basic calibration first as in http://reprap.org/wiki/Calibration ? At least the layer height, infill and temperature control should deliver perfect results. Advantage of these calibrations is that they use small objects hence spending just a bit of fillament.
Next could you post (dropbox) the stl file of the object you intend to print. Could check how it is being sliced in this part of the world.
Done with hairspray… Got my 3D-EEZ film applied to my glass. Starting a 20 hour print job for one part of the Rorsch X1 Airsoft Rifle. This time I made sure I have enough filament to finish the print…
Yeah, Running Netfab is always a good idea if you didn’t make the model yourself. There is a lot of modeling software out there that can make sloppy models which cause printers issues.
So I did a double check and compared with my own settings. You could give it a try with the following settings changed: tick “avoid_crossing_perimeters”, this will make your hotend travel nicer with respect to the object being printed at the price of a bit longer travel.