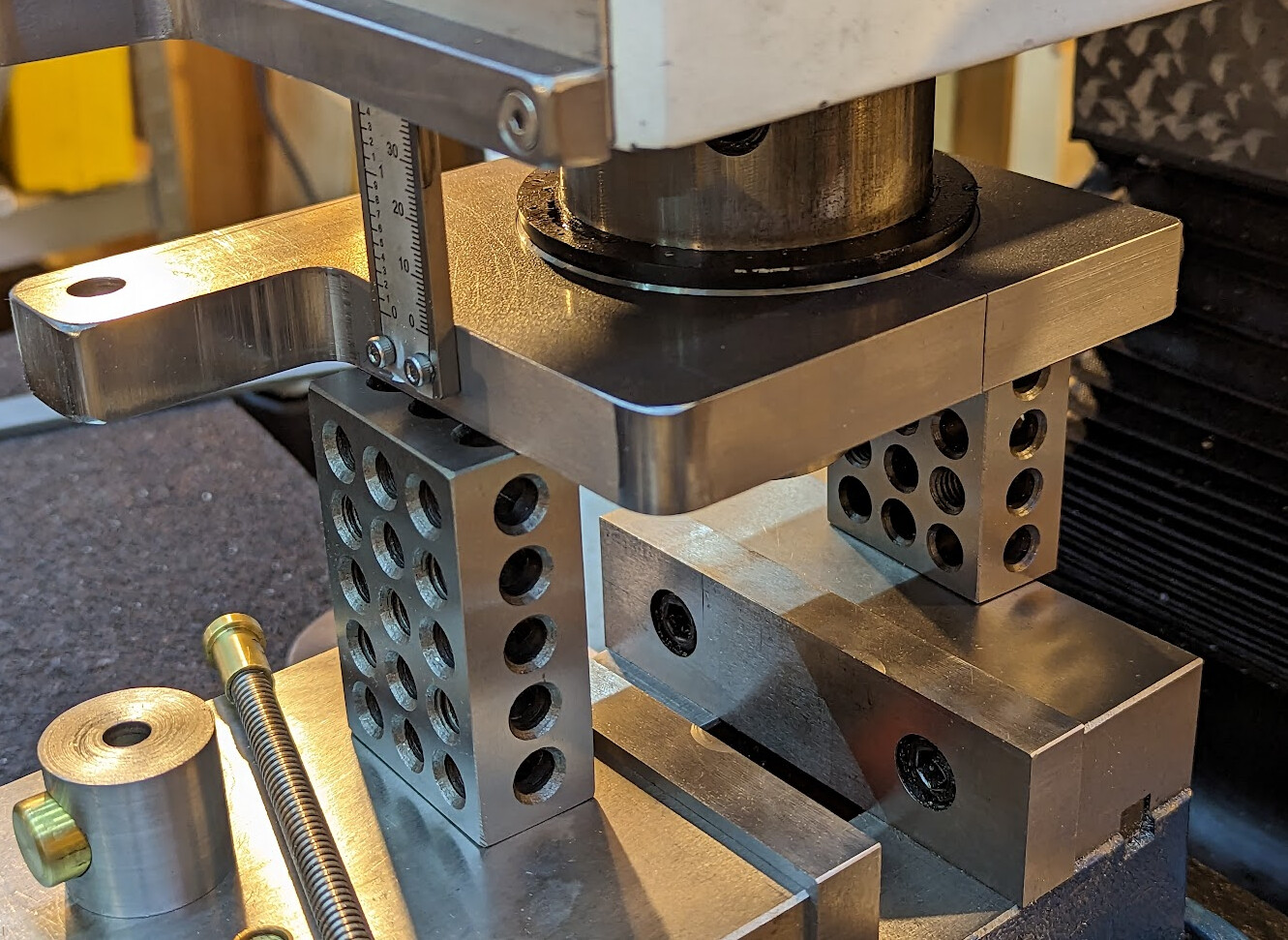
The more machining I learn, the more I wish I had a depth stop on my mill. Real Mills have a depth stop, usually with a graduated nut (“educated nut” har har) that has a push-button release to slide quickly to near the right place and then rotate for fine adjustment. (Many of them, though not mine, even have power downfeed and automatic return when they hit the depth stop!)
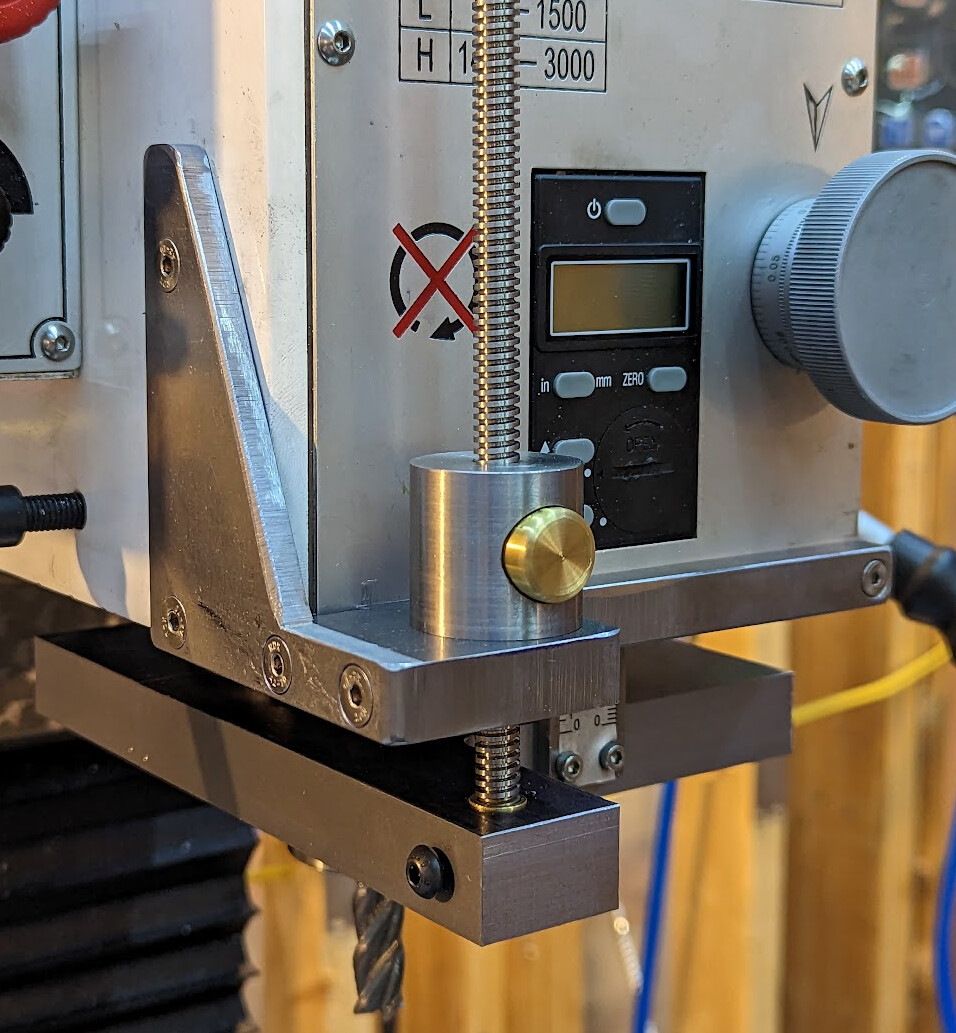
I spent a long time planning this, but it’s finally just about done.
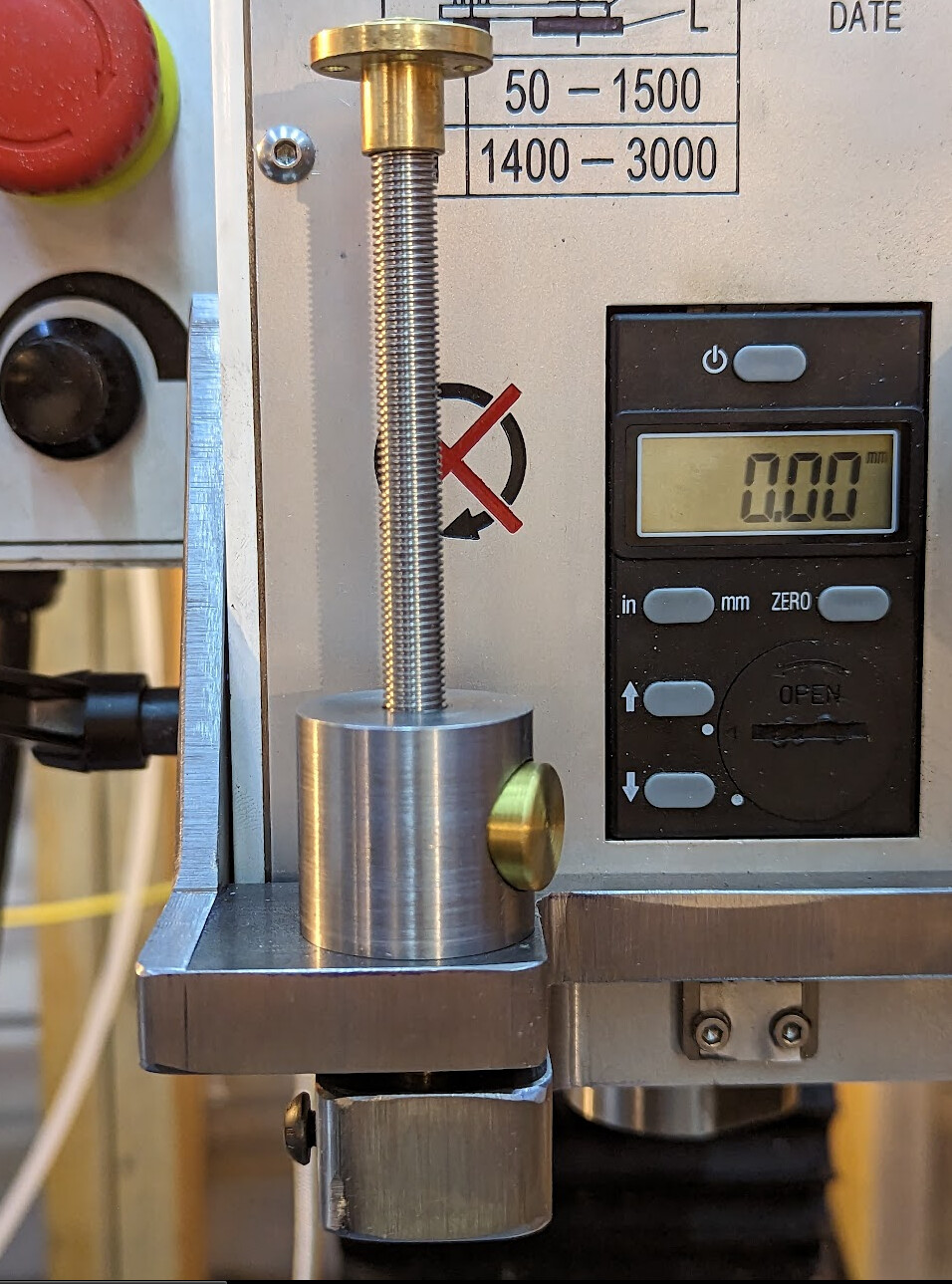
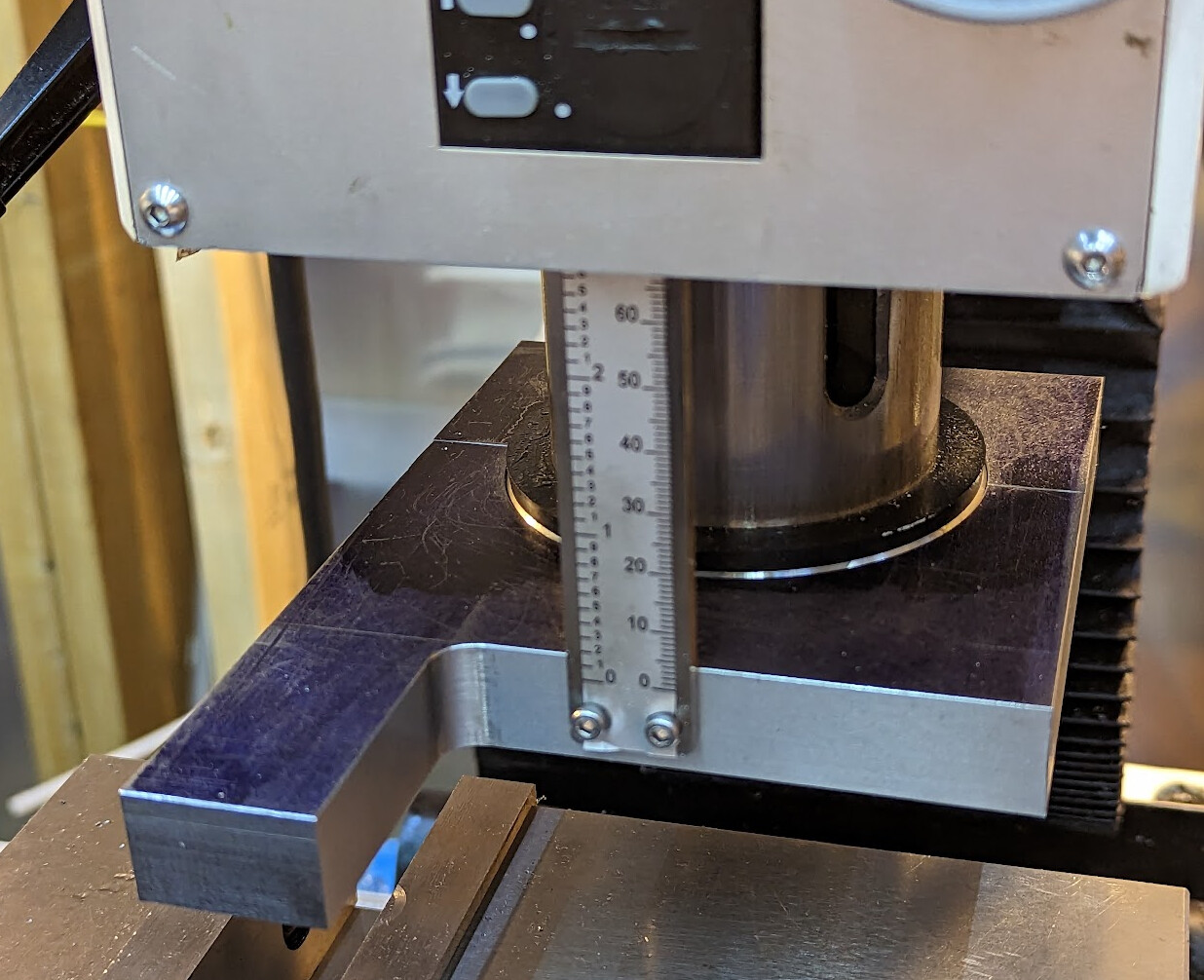
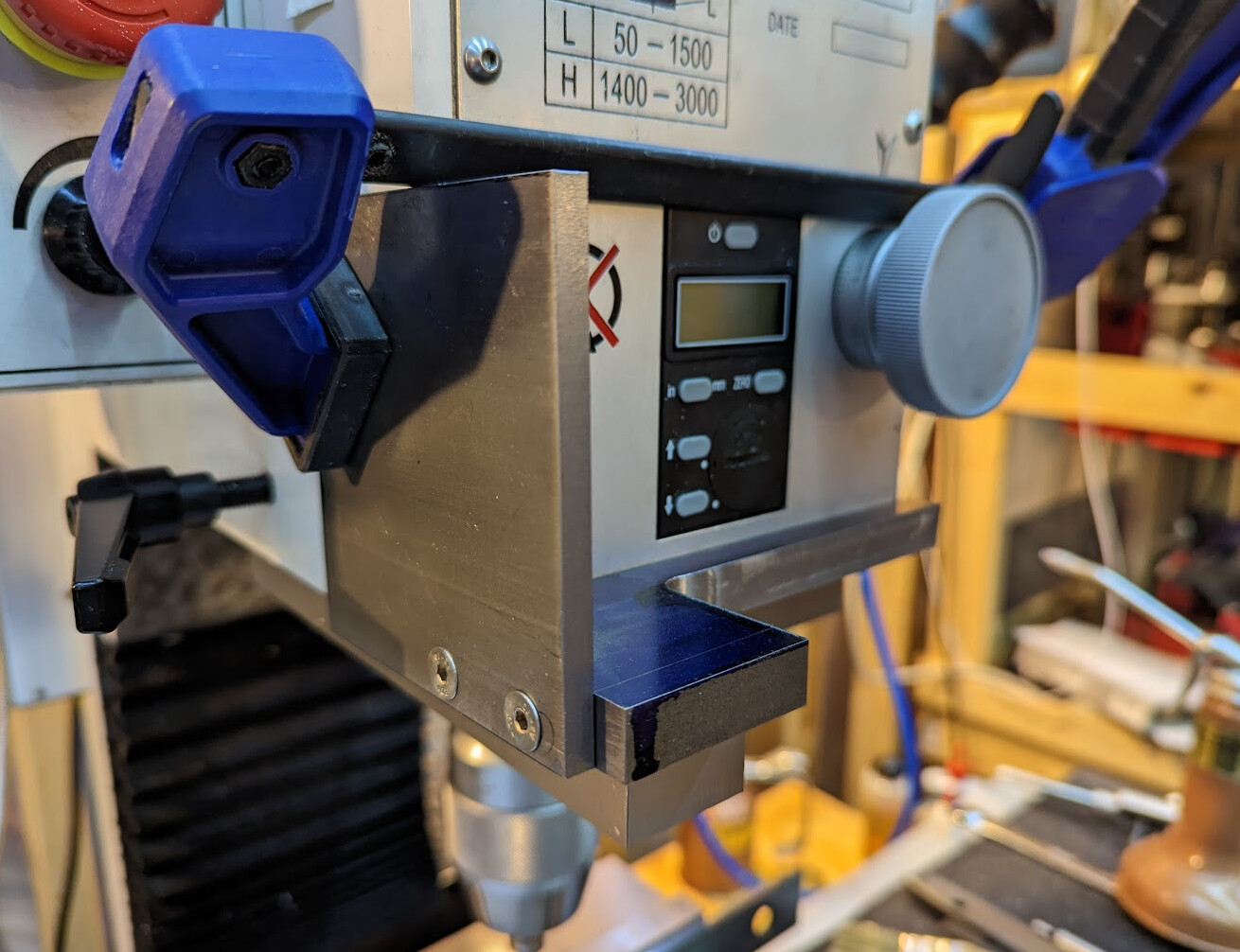
When I lower the quill, a plate connected to the quill pulls down the screw until the nut with the button in it hits the plate connected to the mill head. Within the precision of the quill DRO (which reads 0.00mm in the picture above), depths are repeatable ±.01mm. The DRO is probably itself ±0.01mm so that’s a total range of perhaps as much as 40 microns in theory, and probably closer to 20 microns. Just locking the quill with the kipp handle on the side moves the quill down about 30 microns, so that’s pretty much as good as can be reasonably expected for this mill.
I started with the nut. I knew that nuts with buttons existed, but had no idea how they worked, so I came up with a really complicated design which I fixed when I learned how simple commercial ones really were.
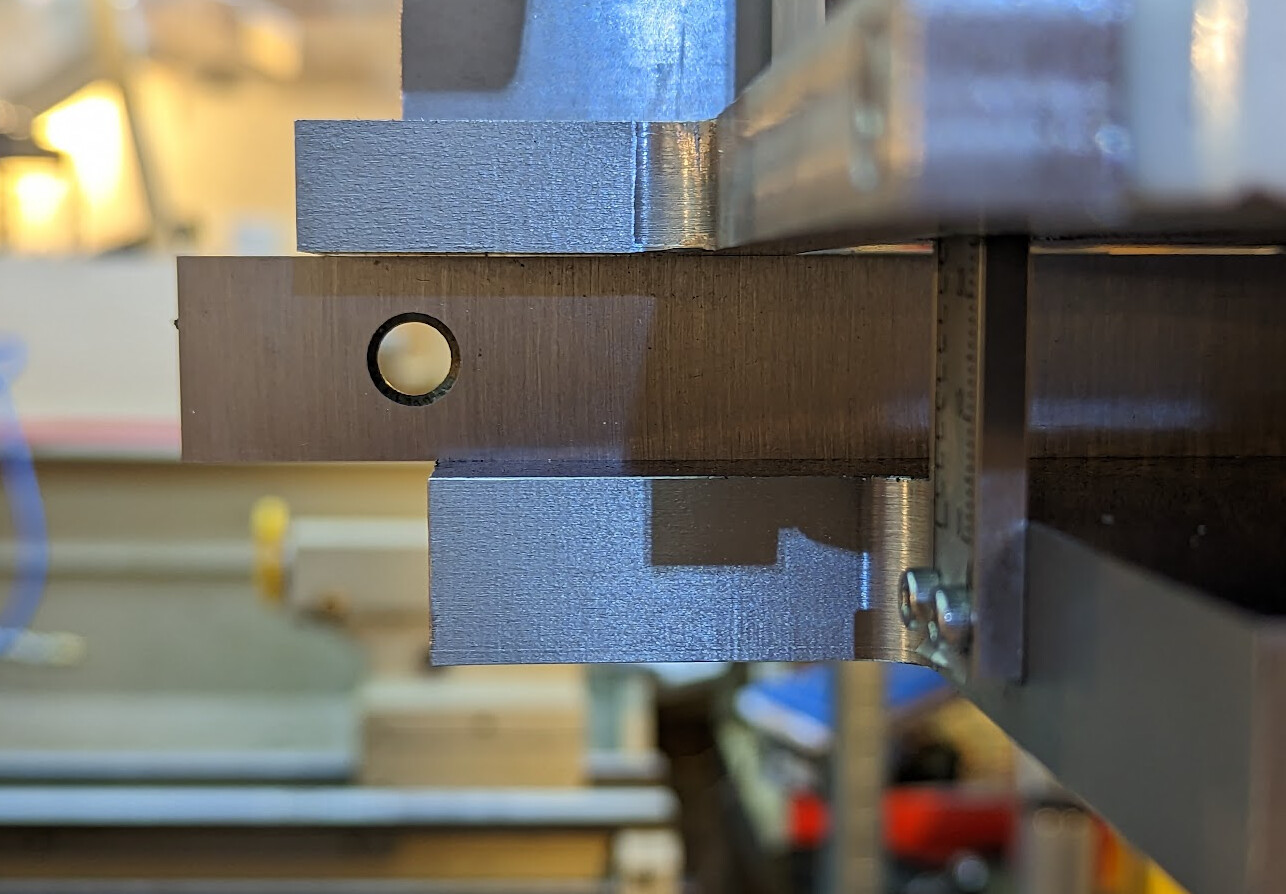
I noodled around with slightly different designs in FreeCAD for months. I finally ended up with this design, which I was able to execute without drilling any new holes in the mill. (I’m not against new holes per se; it was just a fun design challenge.)
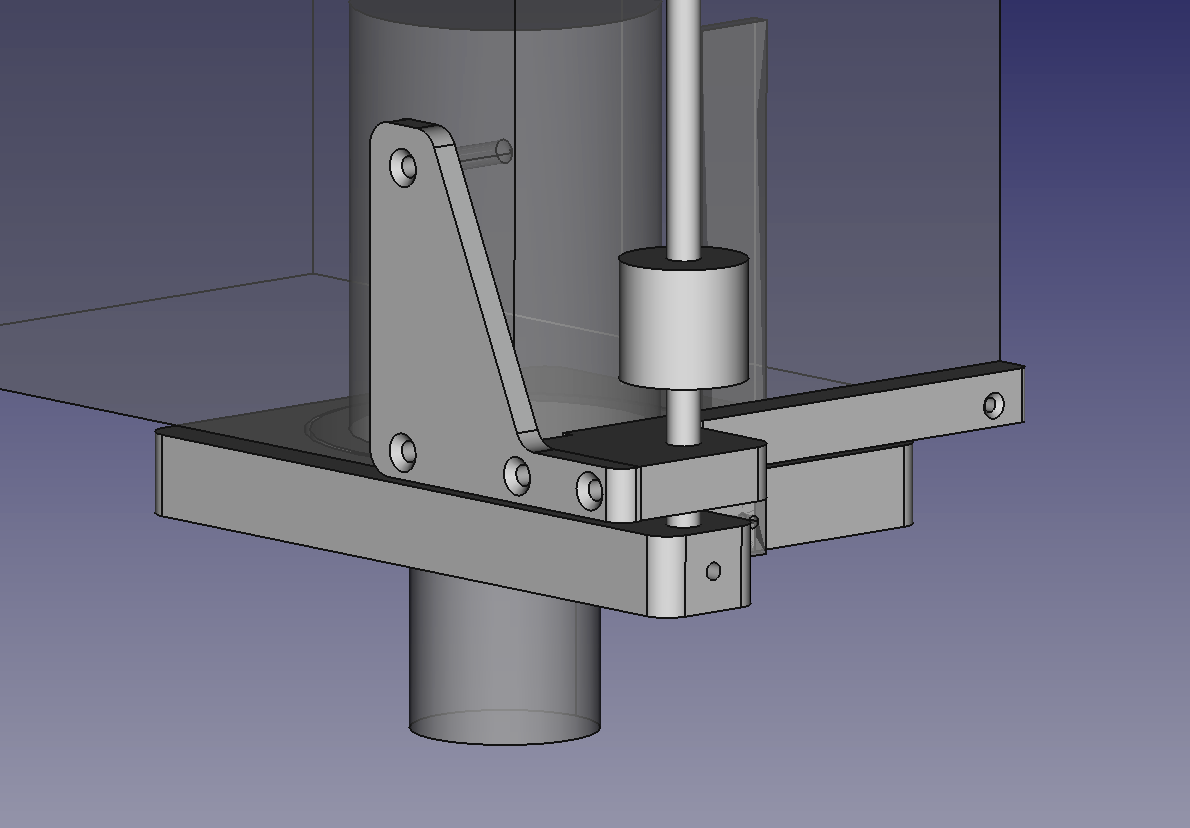
That’s recognizably similar to what I ended up making:
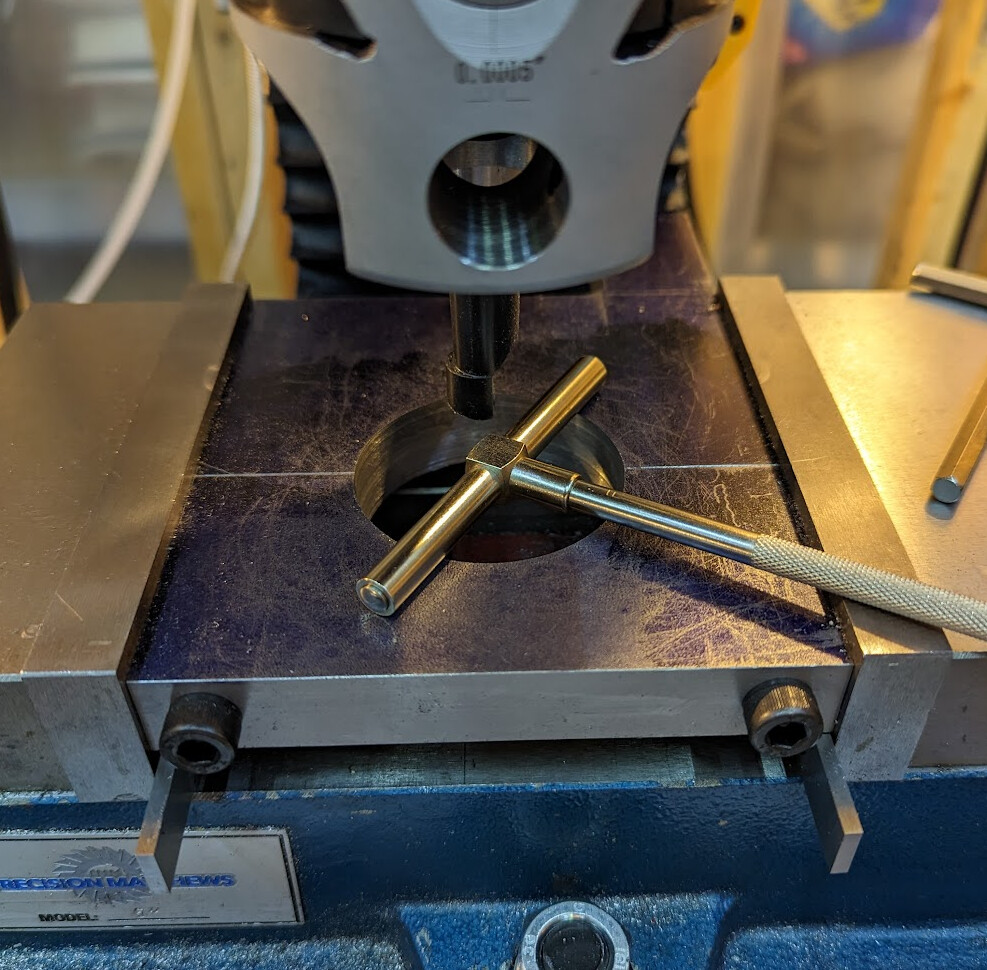
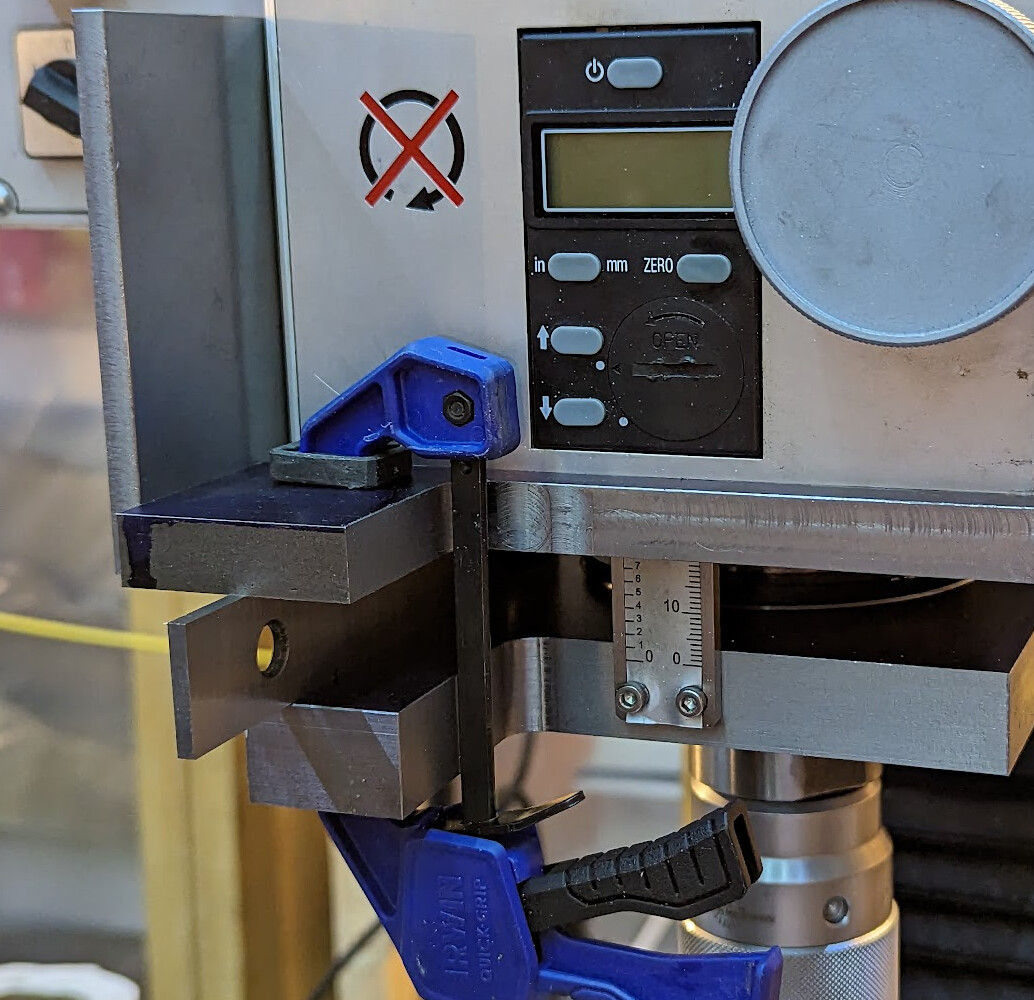
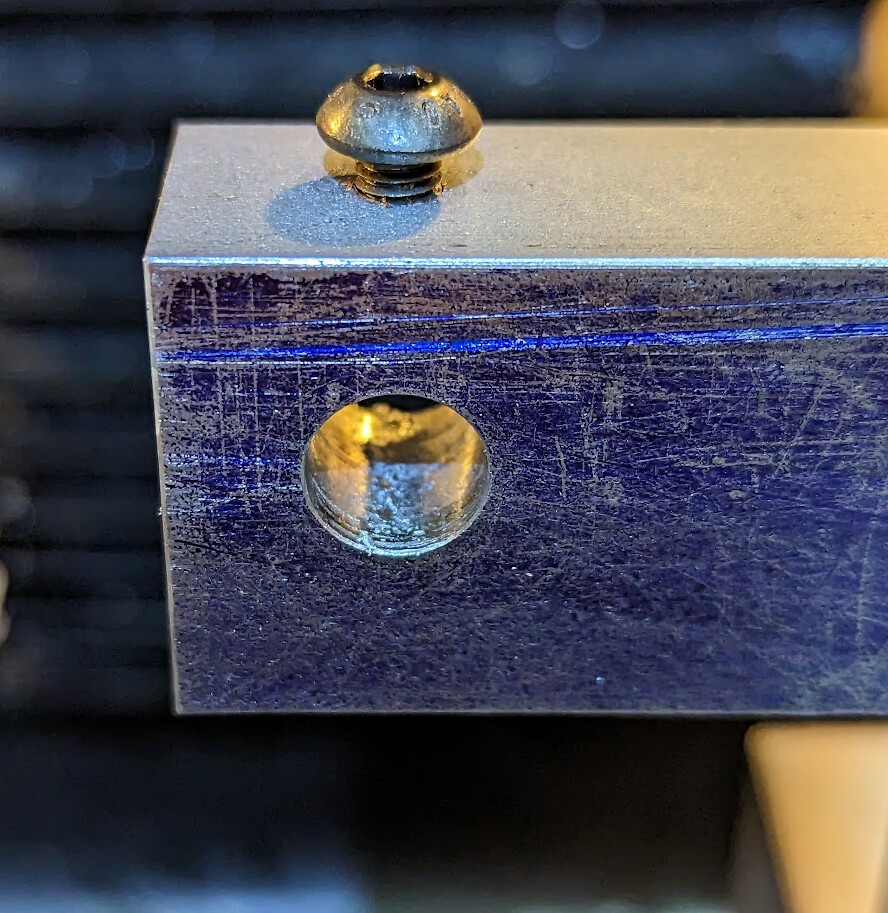
Three of the screws go into existing holes on the mill. Those I located using transfer screws, and then drilled the locations.
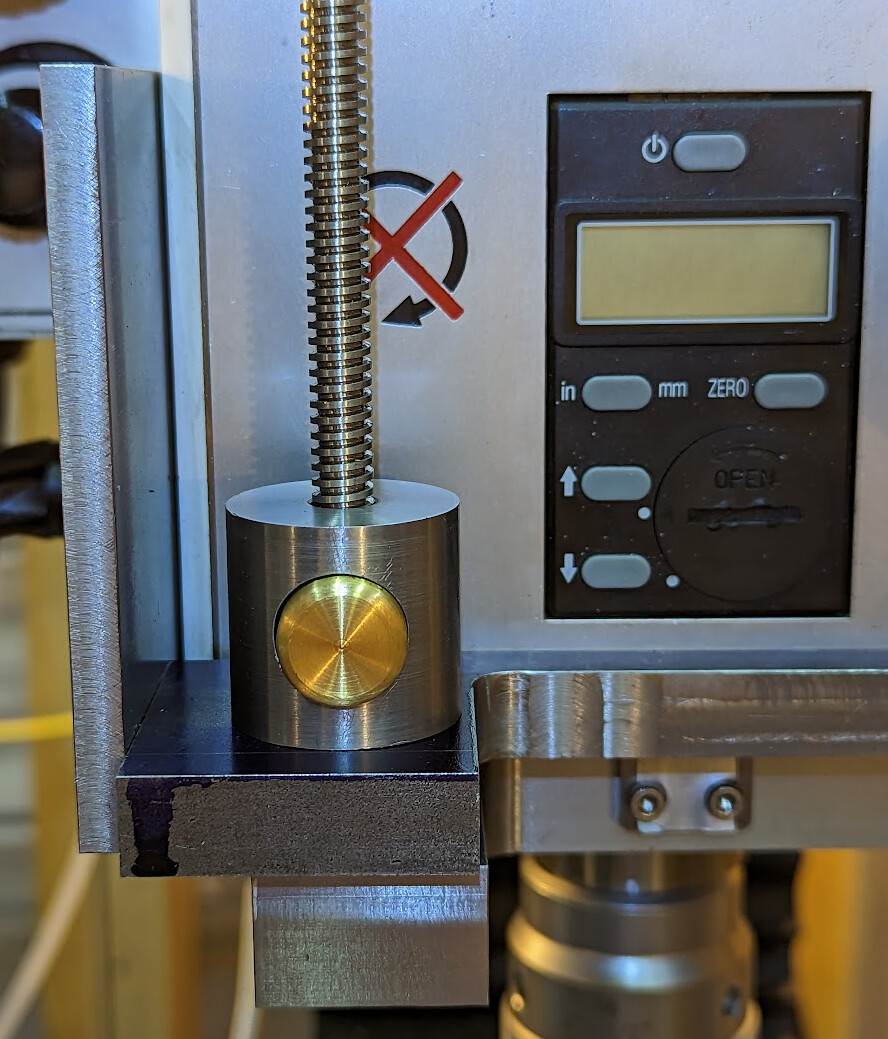
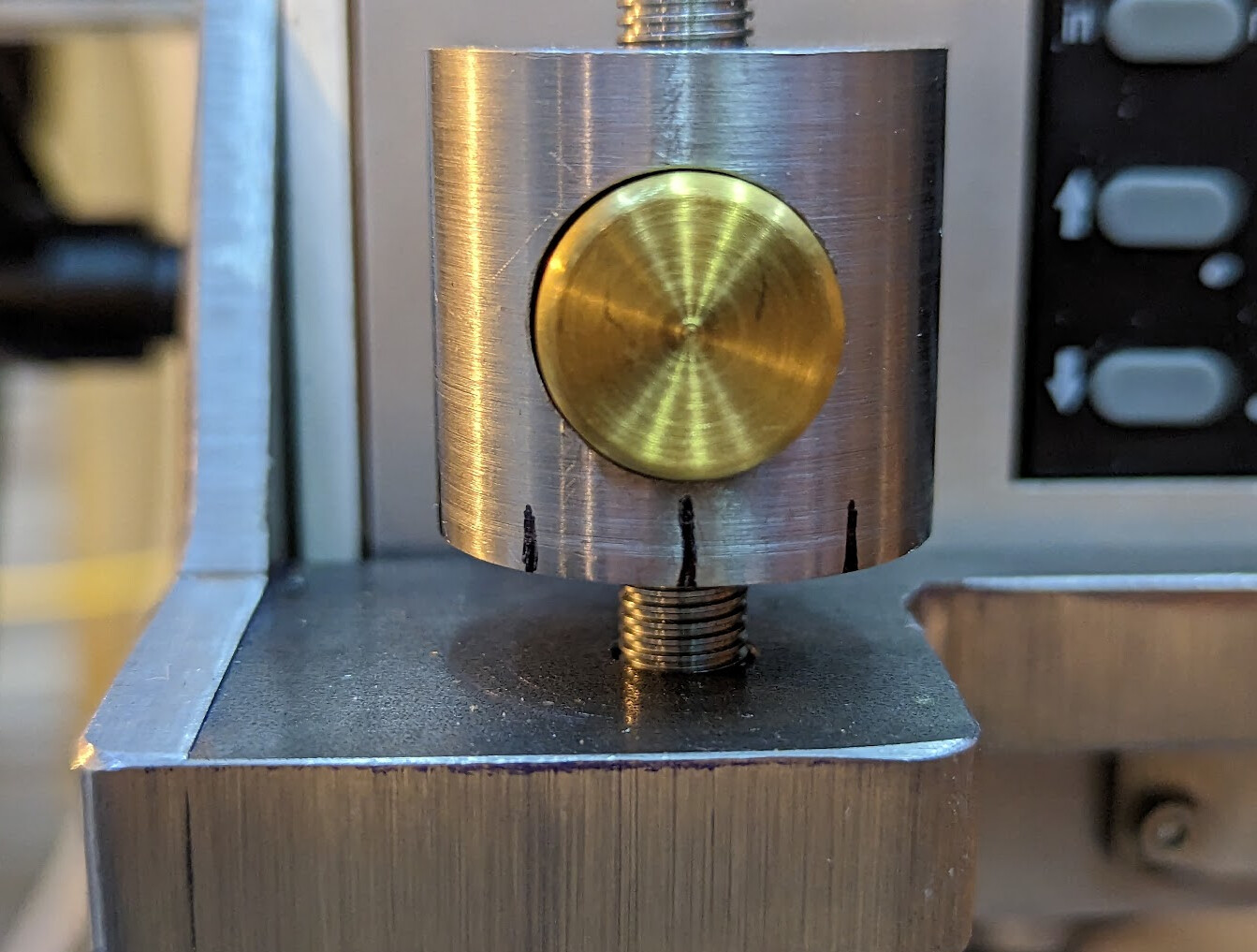
I finally decided to graduate the nut with sharpie to begin with and see whether 10 graduations are actually enough. I’m just not ready to cut the metal until I see how I really use it in practice. I don’t have any references to line the graduations with anyway, so making it super fine just isn’t going to help. I think.
If a normal graduated nut is an “educated nut” I guess this one is still in elementary school?
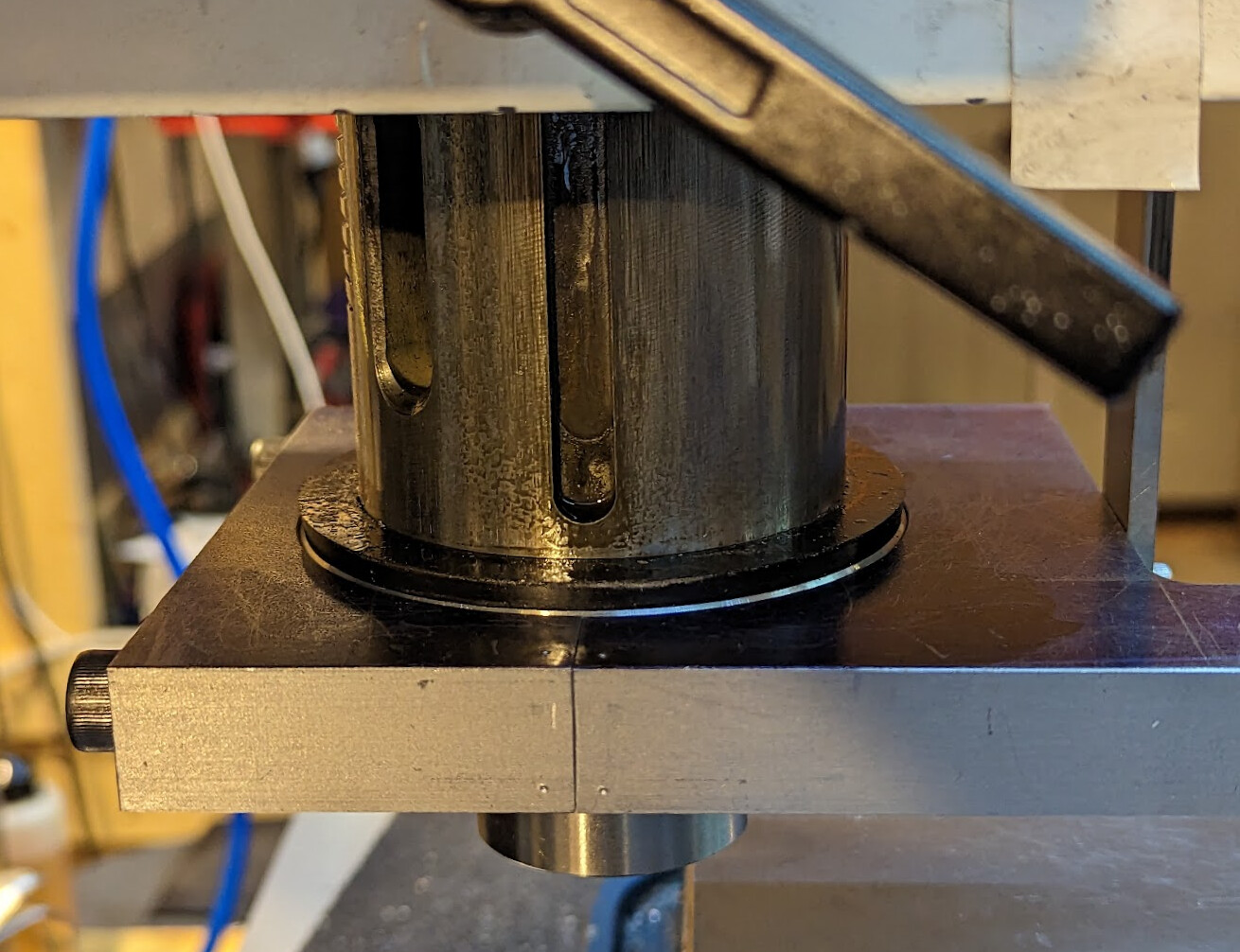
I did make both the 1mm and 2mm lead versions, and I can swap back and forth if I want to:

I am putting the lead screw nuts that came with the screws on top just to keep the graduated nut in place. I’m not sure whether I’ll keep that up; it’s just an idea. The screws have brass round nuts at the bottom that register in a shoulder in the hole in the quill plate. They are held to the screws with loctite and are a pretty tight fit to start with. I can replace them if the fixing screw in the side chews up the brass too much, but honestly that will happen only if I actually end up swapping out lead screws, and at this point I’m expecting that the 1mm lead screw will get almost all the use, so probably it will just stay in place.