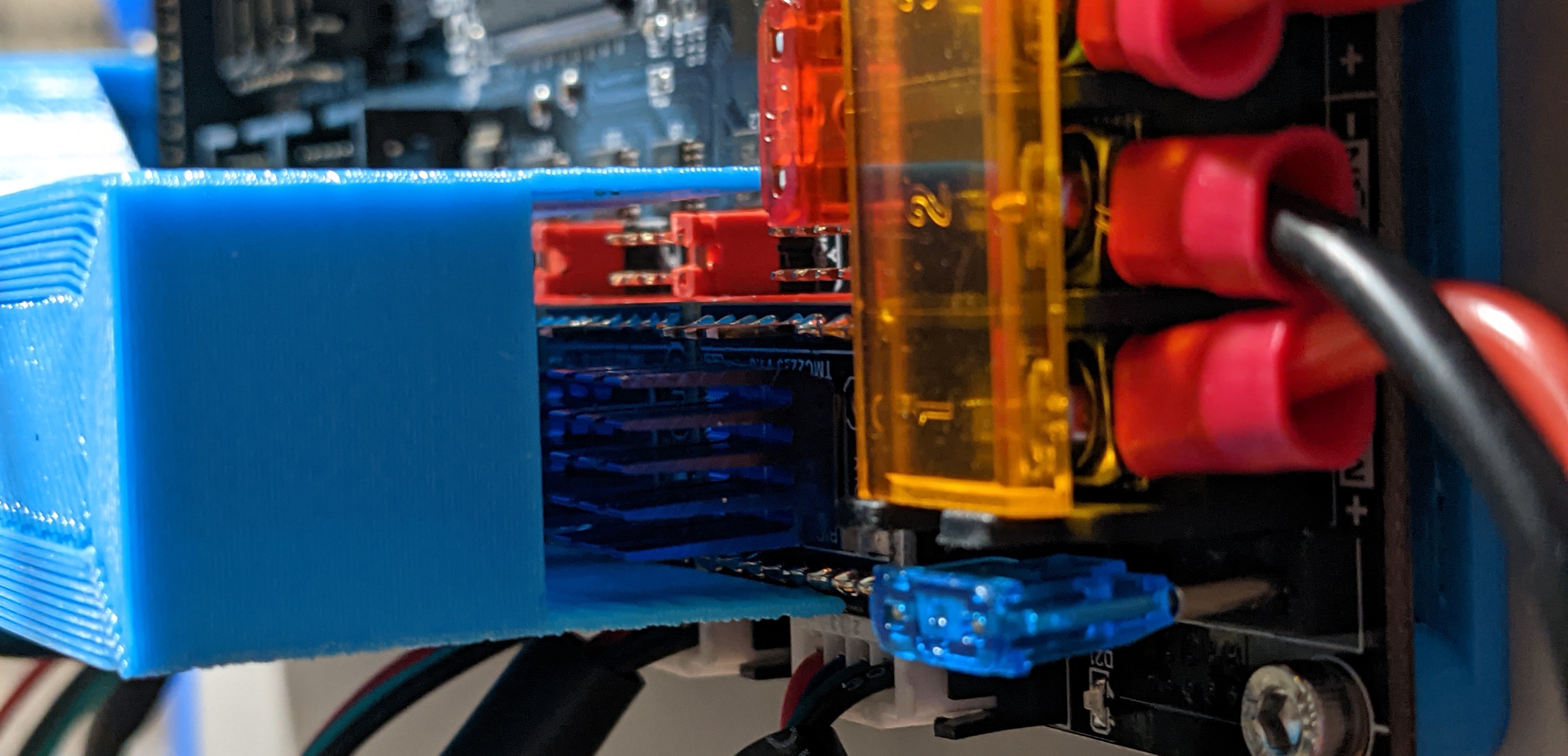
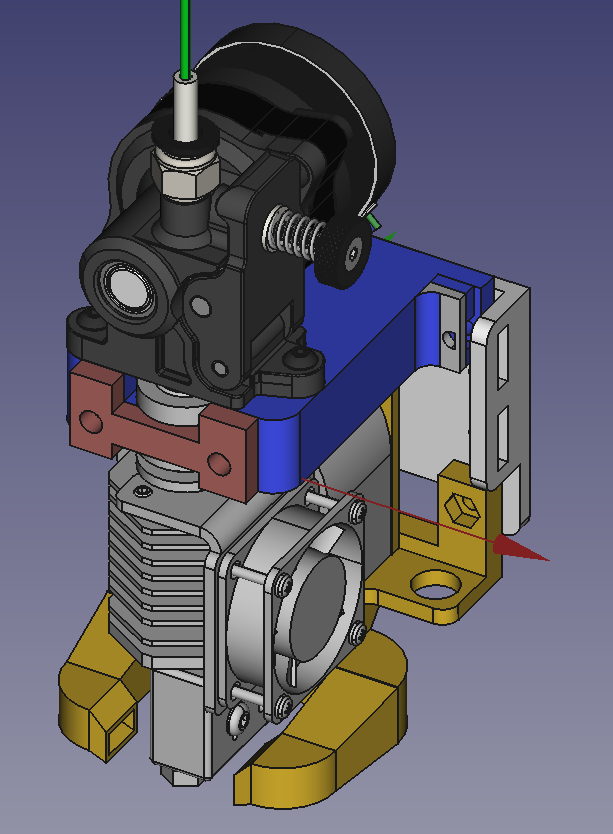
SecKit recommend a cooling duct to avoid skipped step artifacts, and with stepper sticks instead of an integrated board, this seems wise to me. But just blowing a fan in the general direction of the step sticks seems optimistic; I’d rather focus that airflow where it is important.
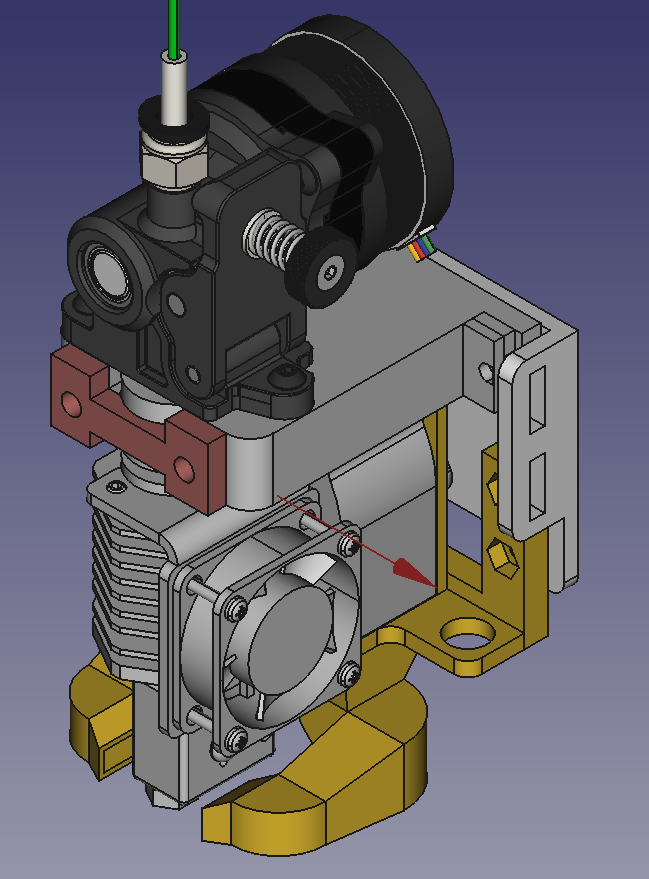
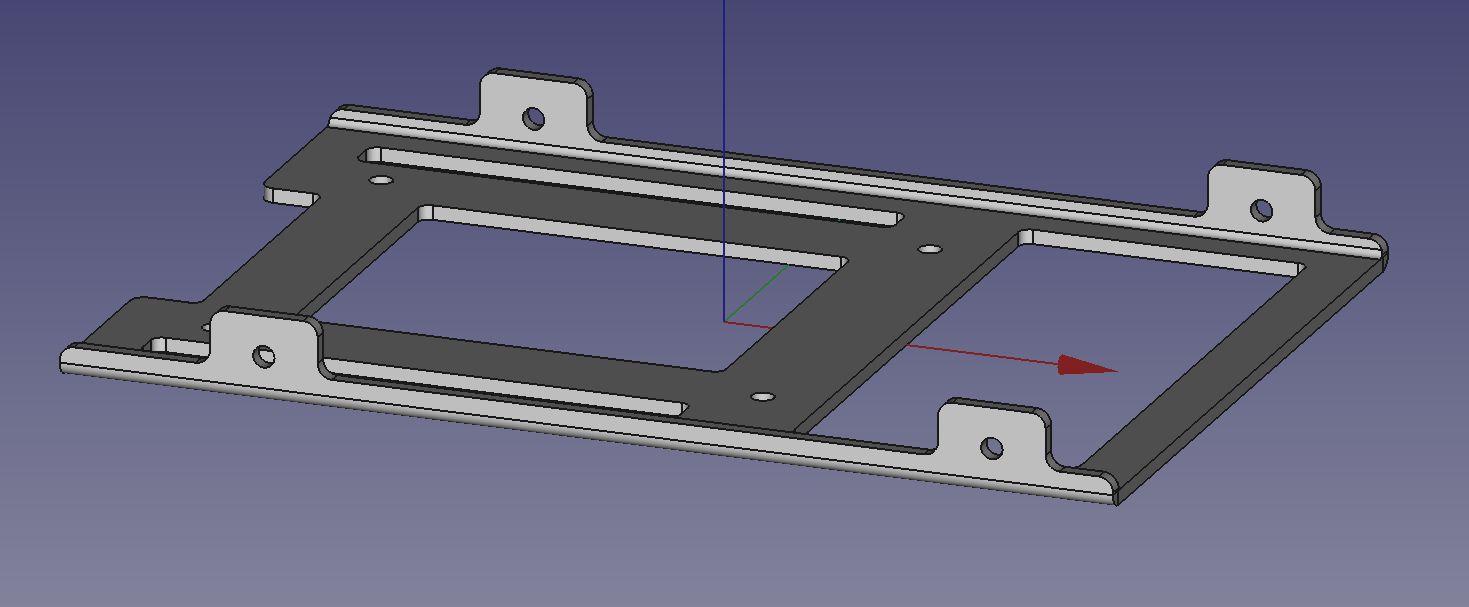
I’m trying out a fan duct design I made for the GTR board. It’s a mounting bracket and fan duct in two parts. The base is an integrated spacer and fan base, and above it is a duct. Together, they are designed to hold any 10x40 axial fan. Modeled around the board:

The hole at the right takes an M5 bolt.
There is meant to be enough space below the duct for free airflow and to avoid impinging on any wiring. I should be able to wire the board and then install the duct over it.
I haven’t modeled the fan itself, but it goes in this opening, here shown without the board.
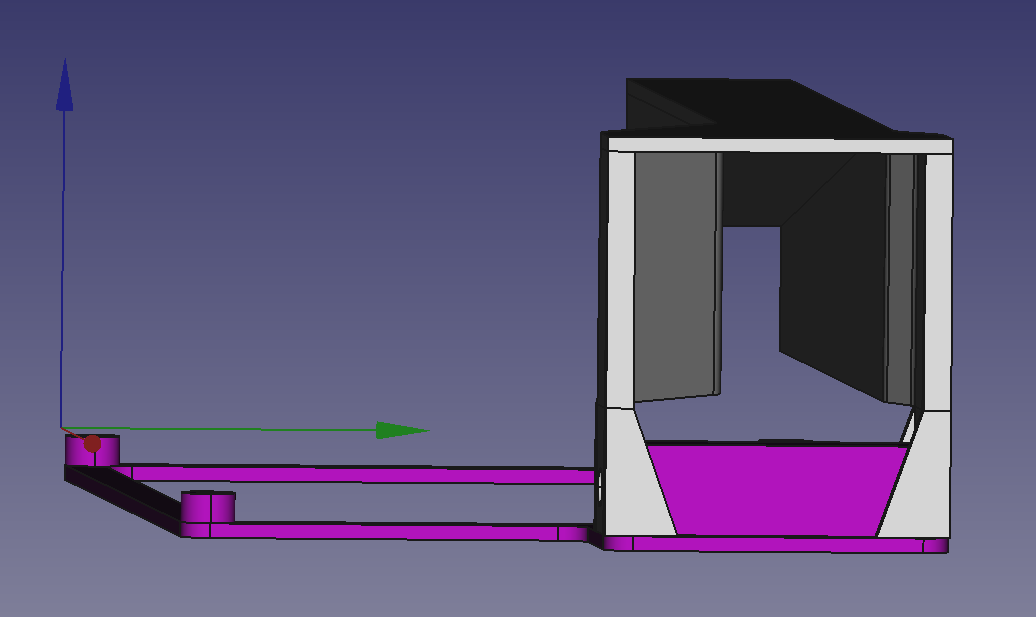
The duct gets narrower as it goes away from the fan, and there is space at the bottom for air to flow out, with the idea that there shouldn’t be too much impedance, and fresh air hits all of the step sticks on the way out.
The triangular tangs at the bottom both hold the duct in position over the board and, at the bottom, capture the corners of the fan. I hope. Also it’s 39.8mm wide, with the idea that bolting it together will hold the fan in place. I’ll see how well that works. I could imaging the duct taking a couple iterations to work just right.
Nothing about this set is specific to the SK-Tank. It’s really just modeled around the BTT GTR board.
It is all designed to print without supports. The duct prints upside down.
It’s modeled in the realthunder branch of FreeCAD, and I plan to release the files once I test the print.