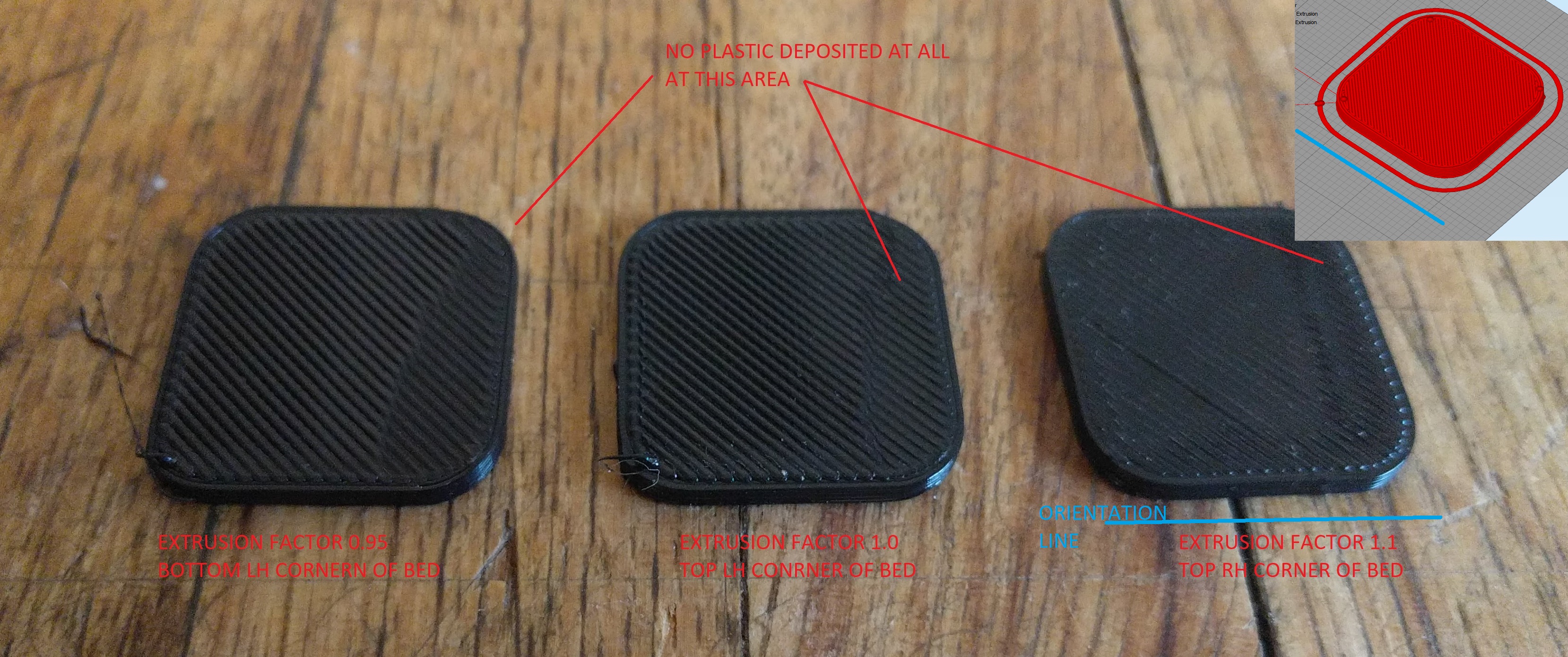
Can anyone help debug/diagnose this? These are 25x25x2mm flats that I tried printing to calibrate Extrusion constant… the right side of the print is missing completely on the top layer. The print direction from the gcode is top left to bottom right of the flat.
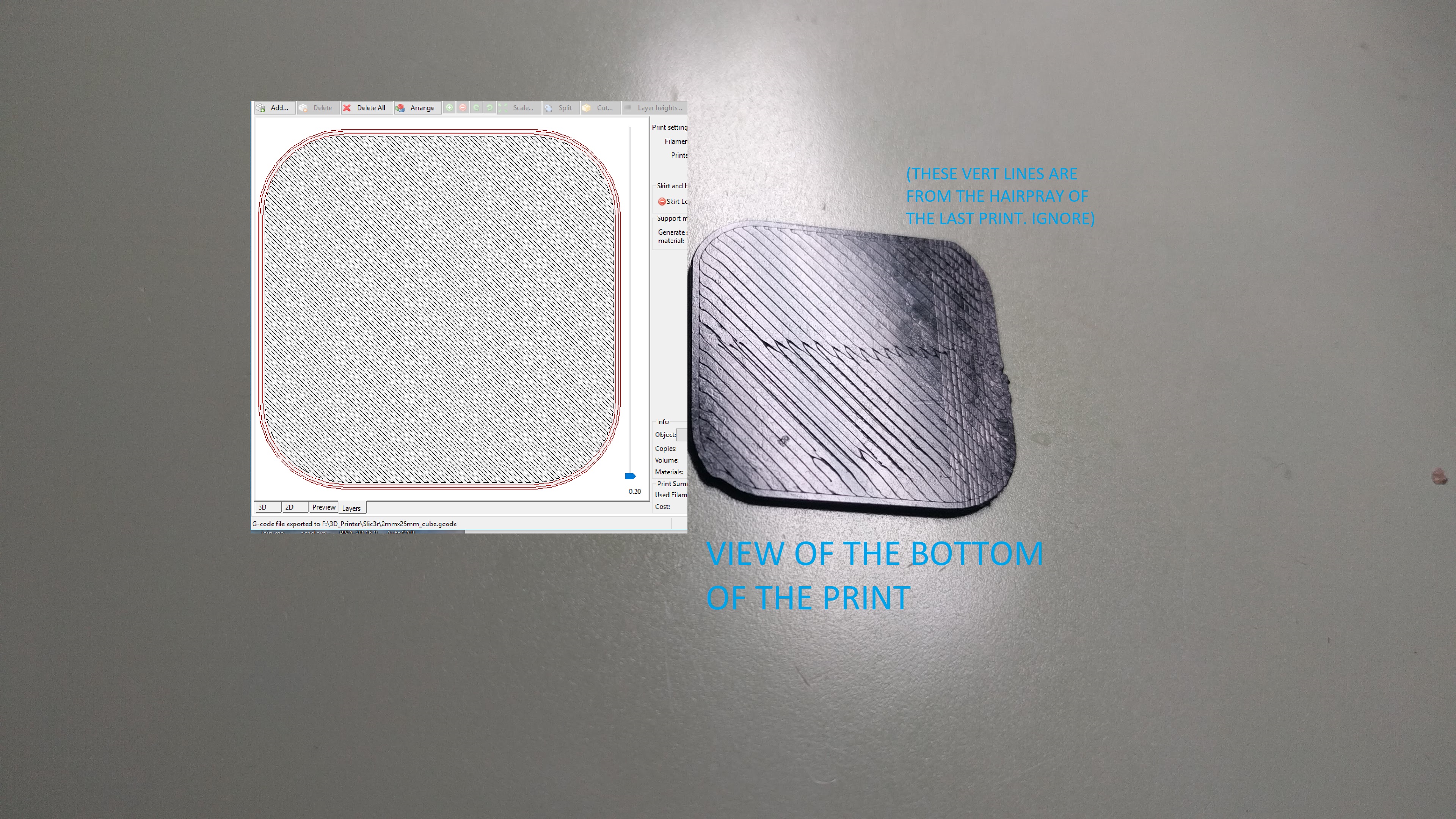
The print path looked like it would print from the top left towards the bottom right of the object, stop extruding , continue the path then get to the end and then double back and jog at the place the filament is missing. I put a snip of the paths as an example. But the gcode does not reflect that path at all.
I know my bed level needs to be tweaked a little but not by much.
My cable/bowden bundle droops a little bit, but I did not think it would affect it like this.
Can someone post how their cable and bowden tubes are arranged?
Have you done an esteps calibration yet? Not through the hotend, but into open air.
1.) Mark the filament in the top of the extruder
2.) Extrude a length of filament, as long as the longest device you have to measure accurately (caliper etc).
3.) Compare actual length to intended length.
4.) Adjust firmware esteps by % difference.
5.) Repeat step 1 and go through again until you are happy with the correlation.
This is really driving me batty… the gcode preview and the sliced model in both KISS and Slicer appear similar. The infill appears to be straight across the diagonal. But at 6-7 passes from the corner, the printer will jog and overlap the infill.
Here is a video of it in action- you can actually see it ‘jumping over’ at about 3 sec & 7 sec, on the uphill pass of infill.