I’m looking at printing joiners for the two 20x60 gantry elements in the OX I’m building to stiffen the 1000mm gantry, hopefully enough.
Does anyone have other suggestions for stiffening the stackup of two 20x60 from the OX design?
I’m looking at printing joiners for the two 20x60 gantry elements in the OX I’m building to stiffen the 1000mm gantry, hopefully enough.
Does anyone have other suggestions for stiffening the stackup of two 20x60 from the OX design?
I through bolted them on 200mm centers on my Ox.
What hardware? m5? 25mm?
I used M5, can’t remember the length. I’ll take a look in the morning and post the length.
Or I could just measure through what ought to work, don’t disassemble it for my benefit… 
I printed one of those 3d-printed joiners I linked to, and am not satisfied with the fit I achieved. Might be my fault.
The face of v-slot is 1.8mm thick, and the slot is 6.25mm. The inside measurement inside the channel is 11mm.
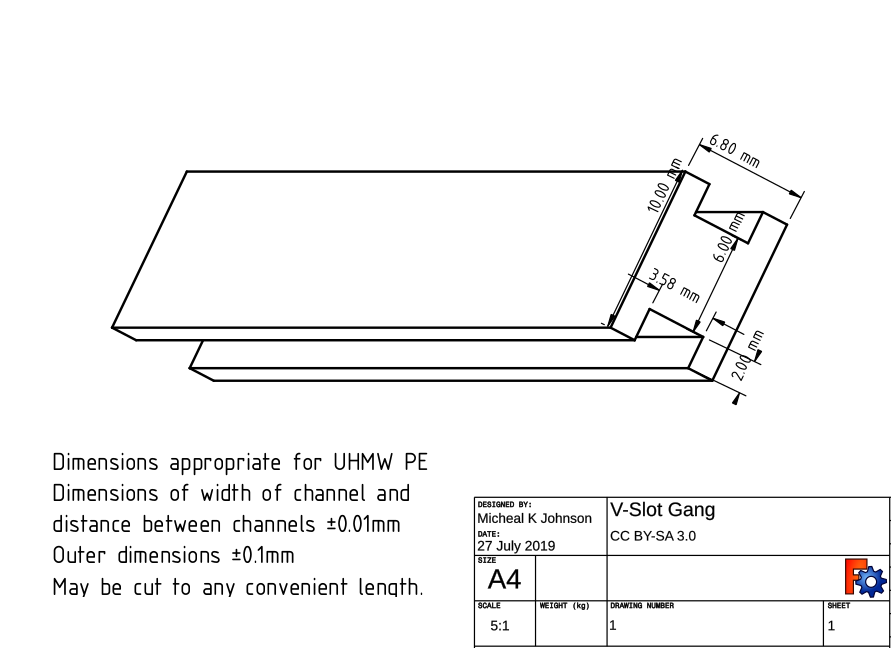
I have some UHMW PE blocks. I could cut 6.8mm x 10mm blocks, and cut a slightly-less-than 3.6mm wide channel 1.875mm deep in the middle of the 6.8mm face on each side, to make precision-milled plastic i-beam-shaped aligning joiners. I would have to experiment with the width, but once I get it right, I could mill out a long section and slice it into pieces.
I’m a little surprised not to find something like this on the openbuilds partstore site, which is causing me to wonder whether I’m just not looking in the right place.
But if I do it and succeed, I should be able to provide more precise measurements.
I made some of these and used them to join the two 20x60 beams for my OX. I forgot the “slightly-less-than” part and cut the slot to 3.6mm wide and 1.87mm deep, and I didn’t have enough preload. I think 3.55mm wide next time and 1.85mm deep to set some preload in both dimensions would make sense. The preload adjustment probably depends on what plastic I used.
I snipped them into small pieces about 1 cm long and slid them in.
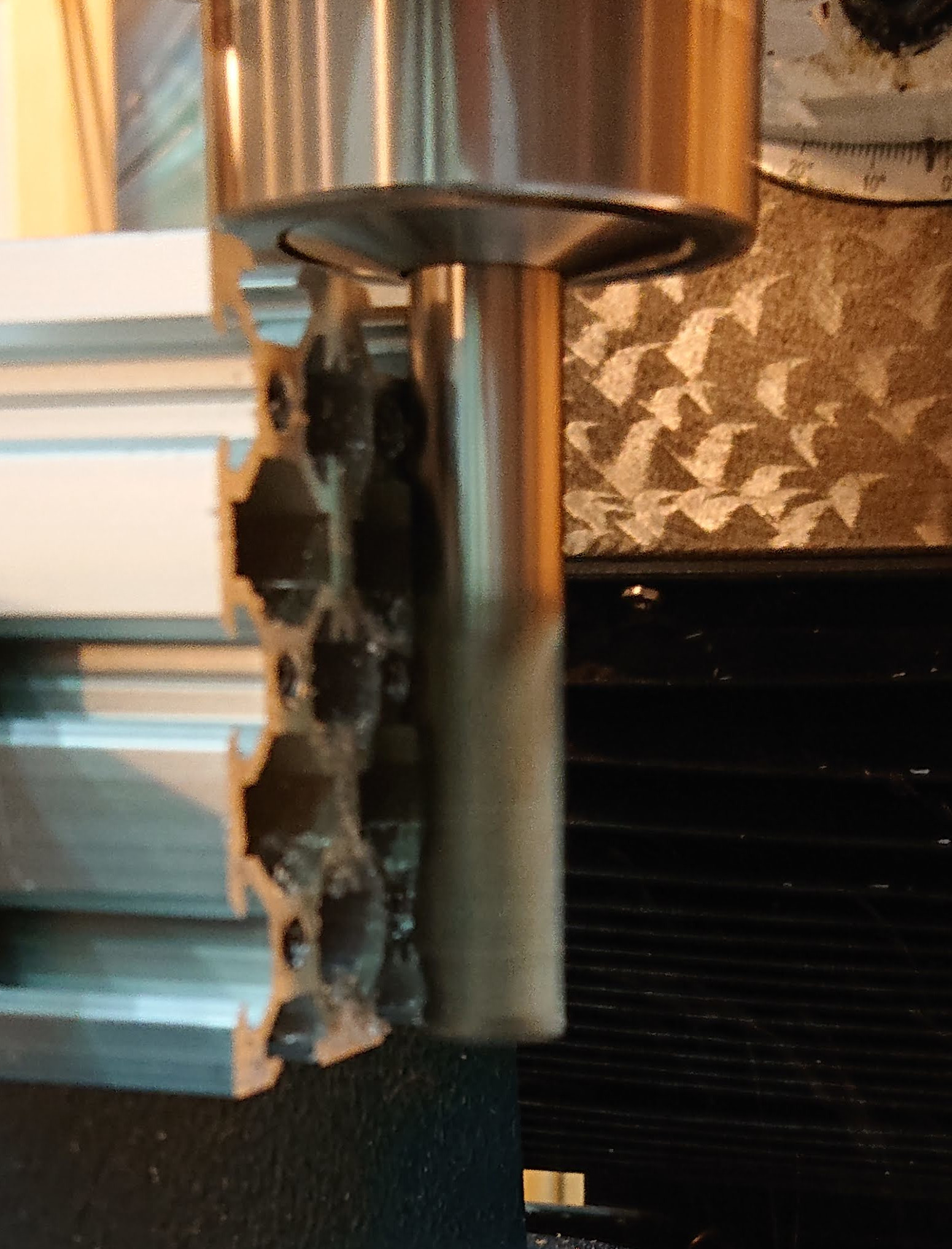
When it comes to milling long sections, I really can’t do sections much longer than what fit in my vice jaws. I roughed them off small blocks with a slitting saw, then faced them to outside dimensions with an insert face mill with ground inserts (same as I would use for aluminum), found the center, and then used a 3mm 4 flute end mill (it’s what I have, 2 flute would be better) in two passes to cut the slots.
It’s important to move reasonably fast in plastic or it will melt. Even with the sharp ground inserts, I got a little melting on the outside before I sped up the feed.
The outside dimensions aren’t super critical. They could probably be off by as much as half a millimeter. But the slot dimensions need to be fairly exact, and critical measurement for the depth of the slot is that the waist is 6.1mm wide, or maybe 6.2; that’s what I’ll really need to adjust to get preload right.
I redid the pieces because I had to take the gantry apart anyway. It wasn’t square because the v-slot wasn’t cut precisely square and were different in length by about 1.5mm. I ganged, squared, and matched all three. This is much better. Clearing 60mm was a little tricky, but clearance is clearance!
After experimenting, I made the waist exactly 6mm thick, and with a 3mm endmill I cut .29 off center twice for a total of 3.58mm wide slot. This fits firmly enough that it’s hard to move, but isn’t impossible to insert.
@Mark_Carew_OpenBuild If this looks interesting, please feel free to use it for an openbuilds part, including asking me for a different license. It’s hardly worth a license; it’s just the result of experimentation with different dimensions in UHMW PE and it feels so obvious to me that I expected it to already exist. I haven’t tried making it from acetal; probably the dimensions would be different there to get the right preload.
At the very least, it made assembling my OX gantry easier.