As my CNC experience matures I am thinking that maybe I set up my 700x100 on the wrong axis?
The home is set in the upper left, the short dimension is the x and the long dimension is the Y.
Most of my work ends up rotated from my view as I stand on the long dimension.
The way I am set up I am restricted in the x by the short dimension of the table. Often the piece I want is rectangular and longer in the x dimension than the Y, like with signs.
Should I change my setup to make the x the long dimension?
Can I rotate the source Gcode 90 degrees some how?
Sounds complex, is that a practical approach?
Does my tinyG support gcodes that rotate the source?
I don’t have homing switches yet. But I oriented it with 0, 0 near the lower left. Anything I need cut longer I just orientate it that way in the software and produce the gcode that way.
Hello @donkjr I have 3040 set up in the following way:
X - the short axis (also holding spindle Z)
Y - the long one
(0,0) is bottom left and this is machine position after homing cycle (Xmin on the left, Ymin on the bottom side).
This way X and Y will increase from 0 to positive values during job. When I create my designs I always make sure that I am using ‘X+ Y+’ quarter of the coordinate system. And if needed I rotate the design by 90 degrees.
My first mistake long time ago was the Chilipeppr logo, which is centered in relation to 0,0 and allows negative coordinates for X and Y - not recommended without limit switches or soft limits enabled
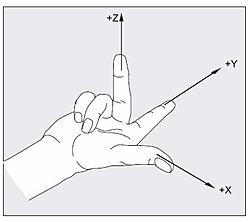
No, Don, you are right to have the short axis the X. Use the Right Hand Rule. Hold your right hand palm up and make like a gun with your thumb and forefinger. Point your middle finger straight up. X is positive in the direction your thumb points, Y is + in the direction of your index finger, and Z is positive in the direction of your middle finger (up).
Most cnc’ers use the bottom left corner for 0,0 since all moves are positive from there. Also, its easy to chage tools from there. Doesn’t really matter though, whatever floats your boat.
Should be real easy to flip directions in your Cam software, and put your zero point wherever you want. It’s often advantageous to put the zero in the center of your work, then its easy to center it on the workpiece.
All relative brother @donkjr it won’t matter much if you rotate in CAM. Typically X (side to side looking at the spindle) is the shorter of the two.
Homing location can actually depend on the controller. TinyG likes front left, the rest of the world is back right. I’ve seen guys set the TinyG to max limits as home. This works to produce the same results.
@Alex_Krause@Darrell_n now that you mention it I only use my home to store the spindle at the end of a session or a convenient way to get it out of the way.
@Darrell_n As a south paw I use the left hand rule. A much more natural way to ‘hold and aim the gun’.
Thumb is pointing up - your positive Z and the sight of your gun.
Index finger is your positive Y and the barrel of your gun, pointing away from you.
Middle finger bent 90d becomes your positive X and the trigger finger.
The other two fingers can be folded in holding the grip of your gun pointing at your origin.
The junction of all fingers, your palm, is origin where it’s supposed to be without becoming a contortionist or having the recoil force going sideways on you …
If your gantry is nice and solid, the right hand is holding the left, aim is precise - beautiful 3D work is possible.
The right hand rule is more a gangster hold of a gun, sideways …
An additional thought: don’t you need to have a home so that the software [chillipepper] has a reference for absolute position if you are moving the spindle to a fixed position for tool changes?
@Serge_Ecoiffier Lefties… They gotta do everything just a little bit differently…
FYI, the only official left hand rule is Flemings, who also coined the Right hand rule, in relation to motors and generators, respectively.
Right hand rule is used in machining, physics, magnetics, torque, and multiple other disciplines. Using the left hand to represent the right hand rule is just blasphemy…
@donkjr I don’t have homing switches on my Ox…yet. (It’s on my to-do list, ok?) I solve the tool change problem by 1) manually pulling the spindle to home (bottom left) and then 2) sending the g-code that tells it is home. Then, I use jog commands of a known amount (same as I used when I started the job) and then send the g-code command to tell it that is the work piece home. Not as good as having homing switches, but it works for now. I don’t recall the exact g-codes for these steps, but I have them stored on my CNC.js so I don’t have to. Chilipeppr has similar macro storage so you can do the same thing there.